

Injection molding process of foamed multicolor material
A process and foaming agent technology, applied in the field of injection molding of foamed multi-color materials, can solve the problems of preform deformation, cumbersome procedures, and slow down the injection molding process, so as to speed up the injection molding process, optimize the injection molding quality, and reduce heat. Dissipated effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
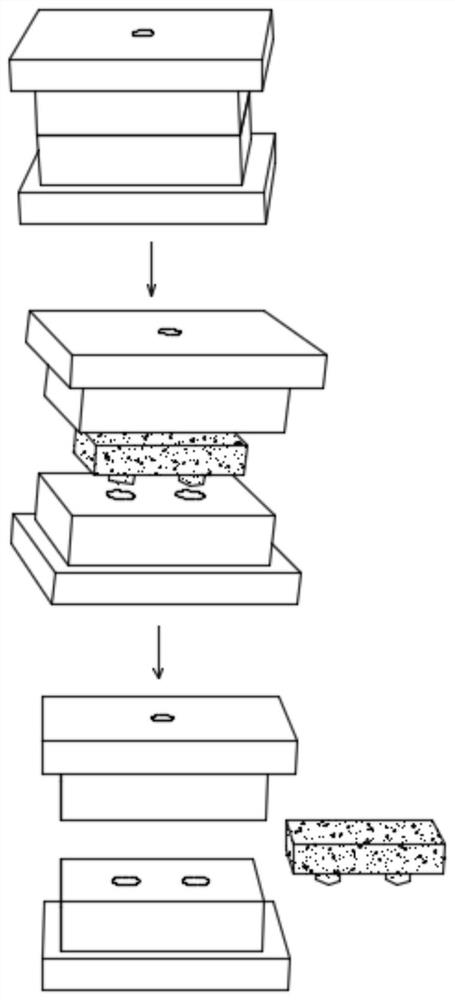
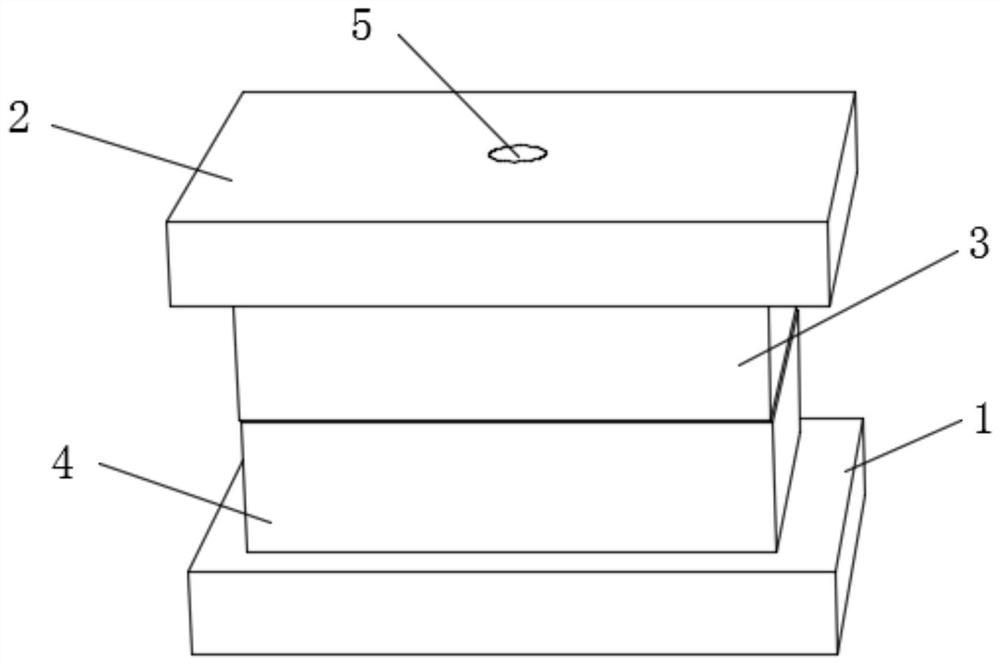
[0050] see figure 1 , an injection molding process of a foamed multi-color material, comprising the following steps:
[0051] Step 1. The polymer melt and the foaming agent are mixed, and the microcellular foaming injection molding machine mixes the foaming agent evenly into the polymer melt, and maintains a high-pressure environment; at the same time, after the special-shaped mold is closed and sealed, it is filled with high pressure
[0052] gas;
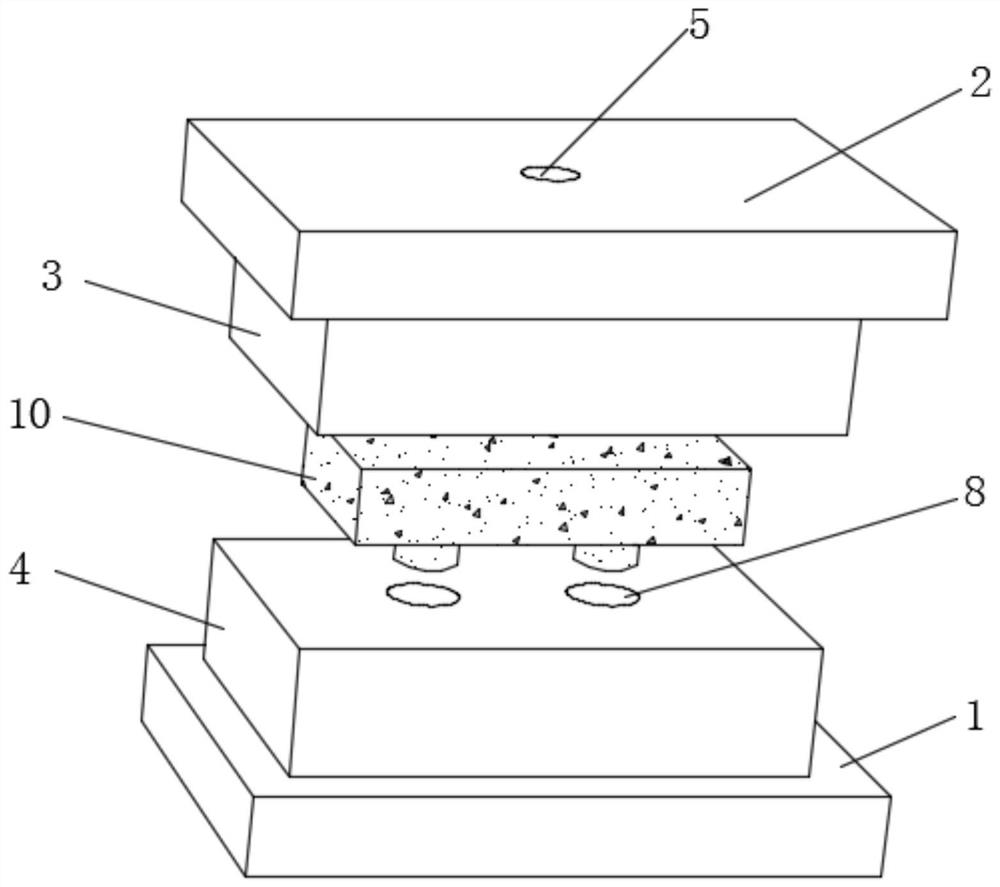
[0053] Step 2, forming the preform, injecting the mixed system of polymer melt and foaming agent into the special-shaped mold, and cooling under pressure to obtain the preform 6;
[0054] Step 3, heating and foaming to soften the preform 6 and start foaming; the polymer melt foams and expands;
[0055] Step 4. Cooling. After the foaming and expansion is completed, the mold is cooled to room temperature, and finally the mold is opened to obtain the final product 10 .
[0056] This scheme omits the original billet transfer step, ...
Embodiment 2
[0064] see figure 1 , an injection molding process of a foamed multi-color material, comprising the following steps:
[0065] Step 1. The polymer melt and the foaming agent are mixed, and the microcellular foaming injection molding machine mixes the foaming agent evenly into the polymer melt, and maintains a high-pressure environment; at the same time, after the special-shaped mold is closed and sealed, it is filled with high pressure
[0066] gas;
[0067] Step 2, forming the preform, injecting the mixed system of polymer melt and foaming agent into the special-shaped mold, and cooling under pressure to obtain the preform 6;
[0068] Step 3, heating and foaming to soften the preform 6 and start foaming; the polymer melt foams and expands;
[0069] Step 4. Cooling. After the foaming and expansion is completed, the mold is cooled to room temperature, and finally the mold is opened to obtain the final product 10 .
[0070] This scheme omits the original billet transfer step, ...
Embodiment 3
[0079] see figure 1 , an injection molding process of a foamed multi-color material, comprising the following steps:
[0080] Step 1. The polymer melt and the foaming agent are mixed, and the microcellular foaming injection molding machine mixes the foaming agent evenly into the polymer melt, and maintains a high-pressure environment; at the same time, after the special-shaped mold is closed and sealed, it is filled with high pressure
[0081] gas;
[0082] Step 2, forming the preform, injecting the mixed system of polymer melt and foaming agent into the special-shaped mold, and cooling under pressure to obtain the preform 6;
[0083] Step 3, heating and foaming to soften the preform 6 and start foaming; the polymer melt foams and expands;
[0084] Step 4. Cooling. After the foaming and expansion is completed, the mold is cooled to room temperature, and finally the mold is opened to obtain the final product 10 .
[0085] This scheme omits the original billet transfer step, ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More