

Method for reducing surface roughness of aviation precision forging blade after shot blasting
A roughness, back surface technology, applied in surface polishing machine tools, grinding machine parts, workpiece feed motion control, etc. The effect of improving performance and economy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] Such as Figure 1-7 Shown is a method for reducing the surface roughness of the aviation precision forging blade after shot peening, comprising the following steps:
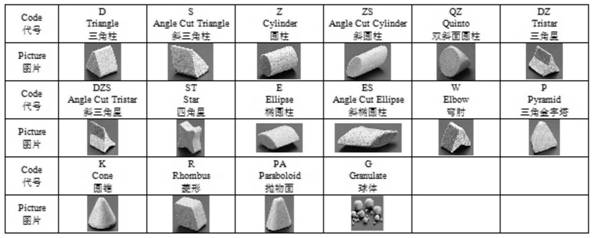
[0030] Step 1. Select the finishing medium suitable for processing products, and select the rough finishing and fine finishing medium suitable for processing products according to the body material, size and shape of the aviation precision forging blade. The selection criteria of the medium include shape, size, material, etc. .
[0031] Step 2. Set the parameters of the vibrating finishing machine, set up the vibrating finishing machine according to the specific parameter requirements, and add specific proportions of water, finishing liquid and finishing medium.
[0032] Step 3. The vibrating finishing machine performs self-vibration. After adding a new finishing medium, it must carry out self-vibration, that is, no workpieces are processed, and only water, finishing fluid and finishing medium are added f...
Embodiment 1
[0045] Test piece material: In718; test piece length: 127.1016mm; test piece width: 50.9905mm; test piece thickness: 1.43281mm.
Embodiment 2
[0047] Test piece material: In718; test piece length: 127.0381mm; test piece width: 50.9524mm; test piece thickness: 1.47777mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Width | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More