

Preheating method before friction stir welding
A friction stir and welding bead technology, applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of increasing welding speed limit, large welding axial force, affecting welding efficiency, etc., to reduce welding difficulty and prolong Long service life, easy high-speed welding effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
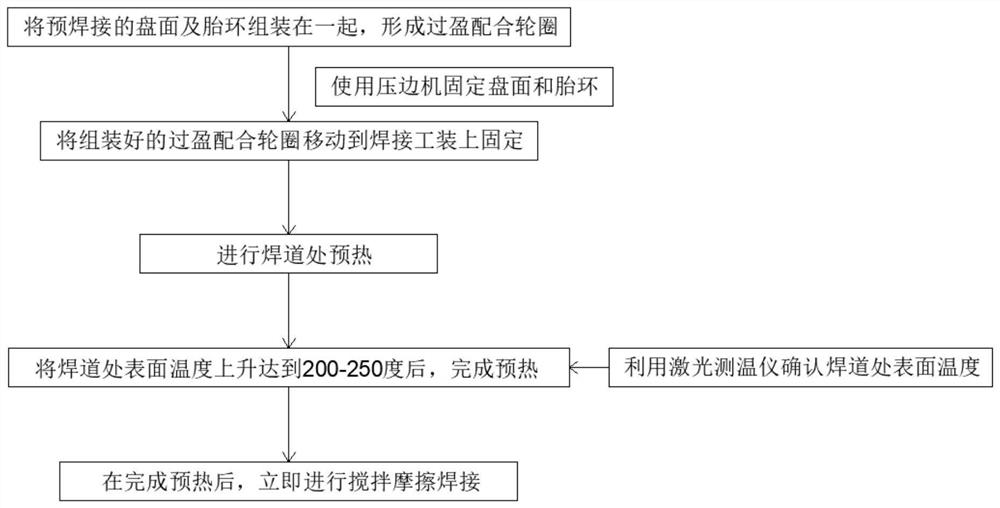
[0024] see figure 1 , the present invention provides a technical scheme: a preheating method for friction stir welding, comprising the following steps:
[0025] S1. Assemble the pre-welded disc surface and tire ring together to form an interference fit rim;
[0026] S2. Move the assembled interference fit rim to the welding tool to fix it, and use the edge holder to fix the disc surface and the tire ring;
[0027] S3. Preheat the weld bead;
[0028] S4. Use a laser thermometer to confirm the surface temperature of the weld bead. After reaching 200 degrees, complete the preheating;
[0029] S5. After preheating is completed, friction stir welding is performed immediately.
[0030] In this embodiment, preferably, before the disk surface and the tire ring are assembled together in S1, the disk surface and the tire ring are further cleaned to remove impurities and oil stains on the disk surface and the tire ring surface.
[0031] In this embodiment, preferably, the specific me...
Embodiment 2
[0048] see figure 1 , the present invention provides a technical scheme: a preheating method for friction stir welding, comprising the following steps:
[0049] S1. Assemble the pre-welded disc surface and tire ring together to form an interference fit rim;
[0050] S2. Move the assembled interference fit rim to the welding tool to fix it, and use the edge holder to fix the disc surface and the tire ring;
[0051] S3. Preheat the weld bead;
[0052] S4. Use a laser thermometer to confirm the surface temperature of the weld bead. After reaching 250 degrees, complete the preheating;
[0053] S5. After preheating is completed, friction stir welding is performed immediately.
[0054] In this embodiment, preferably, before the disk surface and the tire ring are assembled together in S1, the disk surface and the tire ring are further cleaned to remove impurities and oil stains on the disk surface and the tire ring surface.
[0055] In this embodiment, preferably, the specific me...
Embodiment 3
[0072] see figure 1 , the present invention provides a technical scheme: a preheating method for friction stir welding, comprising the following steps:
[0073] S1. Assemble the pre-welded disc surface and tire ring together to form an interference fit rim;
[0074] S2. Move the assembled interference fit rim to the welding tool to fix it, and use the edge holder to fix the disc surface and the tire ring;
[0075] S3. Preheat the weld bead;
[0076] S4. Use a laser thermometer to confirm the surface temperature of the weld bead. After reaching 220 degrees, complete the preheating;
[0077] S5. After preheating is completed, friction stir welding is performed immediately.
[0078] In this embodiment, preferably, before the disk surface and the tire ring are assembled together in S1, the disk surface and the tire ring are further cleaned to remove impurities and oil stains on the disk surface and the tire ring surface.
[0079] In this embodiment, preferably, the specific me...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More