

Real-time detection method for spot welding nugget diameter
A technology for real-time detection of nugget diameter, applied in the direction of electric/magnetic diameter measurement, electric measurement, measurement device, etc., can solve the problem of inability to real-time detection of nugget diameter in spot welding of stainless steel and superalloy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] Embodiment 1: to the 1Cr18Ni9Ti stainless steel specimen of 1+1 press Figure 5 The numbers shown are spot welded.
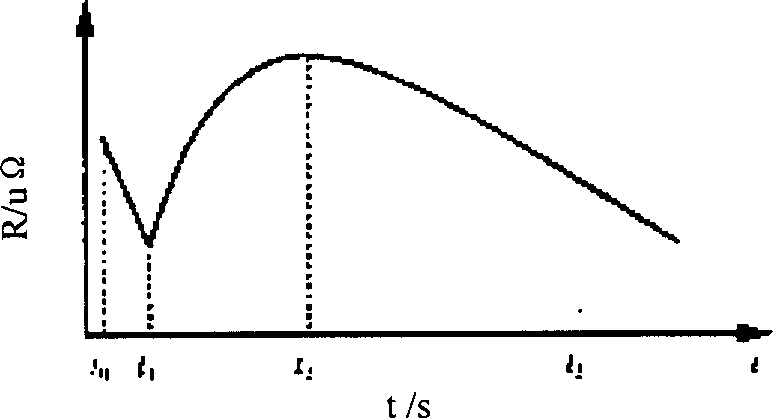
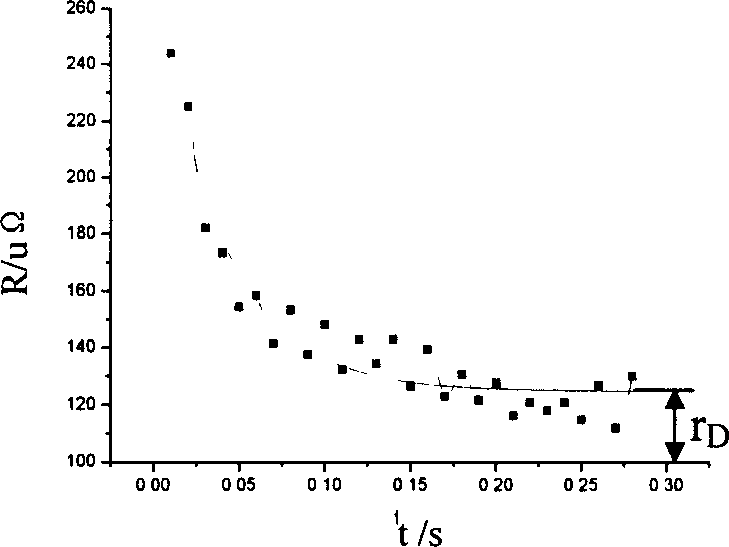
[0019] During spot welding, the welding current of each welding spot and the voltage signal between the upper and lower electrodes are input into the computer system for sampling, and the welding spot can be obtained by dividing the voltage peak value of each half cycle between the upper and lower electrodes by the corresponding welding current peak value The dynamic resistance value of each half cycle, the relationship between the dynamic resistance value and the power-on time is the dynamic resistance curve of the solder joint. The resistance value on the 1Cr18Ni9Ti stainless steel spot welding dynamic resistance curve when the slope is 6±1μΩ / s is called the quasi-steady-state resistance value r D , the quasi-steady-state resistance value r on the dynamic resistance curve D record it.
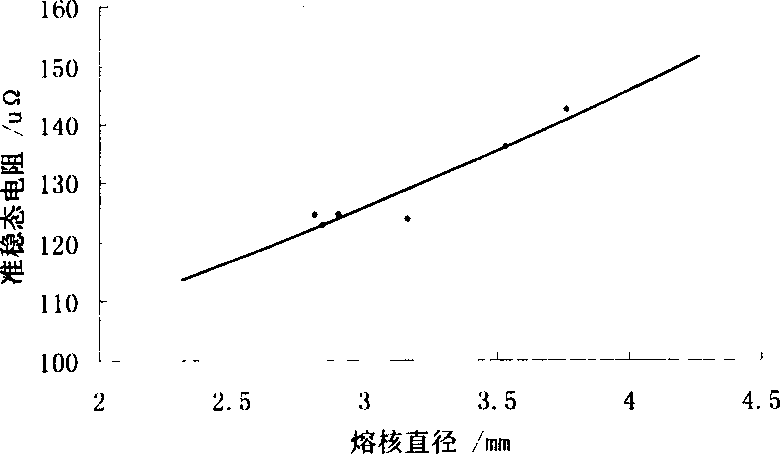
[0020] Use the above method to obtain the quasi-steady-state res...
Embodiment 2
[0031] Embodiment 2: to the GH4169 superalloy specimen of 1.5+1.5 press Figure 6 The numbers shown are spot welded.
[0032] During spot welding, the welding current of each welding spot and the voltage signal between the upper and lower electrodes are input into the computer system for sampling, and the welding spot can be obtained by dividing the voltage peak value of each half cycle between the upper and lower electrodes by the corresponding welding current peak value The dynamic resistance value of each half cycle, the relationship between the dynamic resistance value and the power-on time is the dynamic resistance curve of the solder joint. The resistance value on the GH4169 superalloy spot welding dynamic resistance curve when the slope is 6±1μΩ / s is called the quasi-steady state resistance value r D , the quasi-steady-state resistance value r on the dynamic resistance curve D record it.
[0033] Use the above method to obtain the quasi-steady-state resistance value ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More