

Forming mould of large-sized composite material-made reinforcing wall plate by vacuum assisted resin infusion
A technology of composite materials and reinforced wall panels, which is applied in the field of composite material forming, can solve the problems of limiting the amount of composite materials used in aircraft structures, unsuitable for three-dimensional reinforcement of composite materials, and high cost of autoclaves, and achieves reduced processing accuracy, low manufacturing costs, Effect of reducing mold manufacturing cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
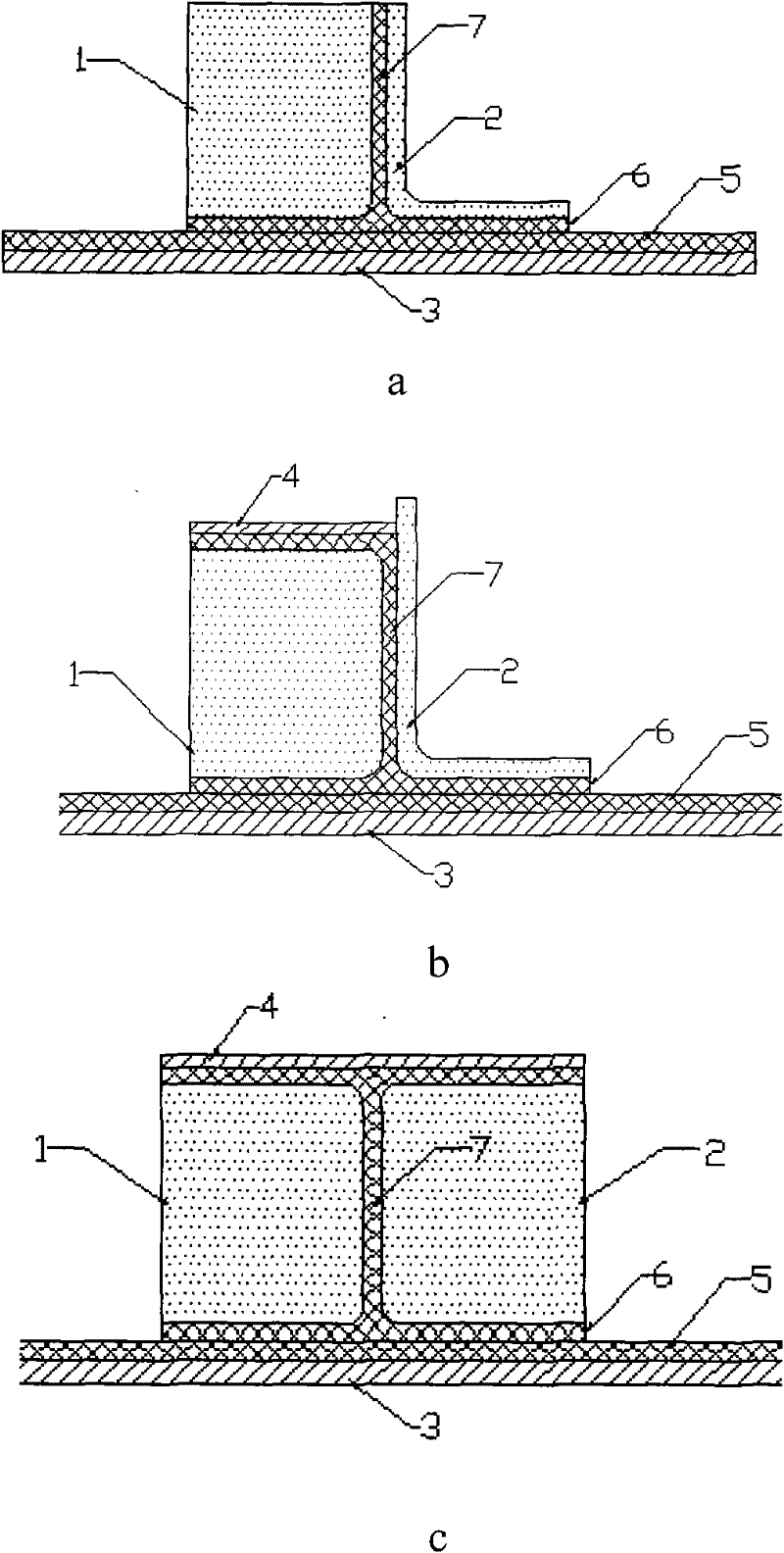
[0032] The wall panel structure with one "T"-shaped reinforcement, the material system is T700 / BA9912; the overall dimensions are 1700mm×500mm×80mm (length×width×height), of which: the skin 1 plane size of the overall wallboard is 1700mm× 500mm, thickness 2mm, there is a reinforcing rib with a "T" cross-section along the longitudinal direction on the inner side of the skin, with a thickness of 2.6mm. In order to improve the interface strength between the ribs and the skin, the lower flange of the ribs and the skin are stitched together as a whole, and it is required to be integrally formed by the VARI process.
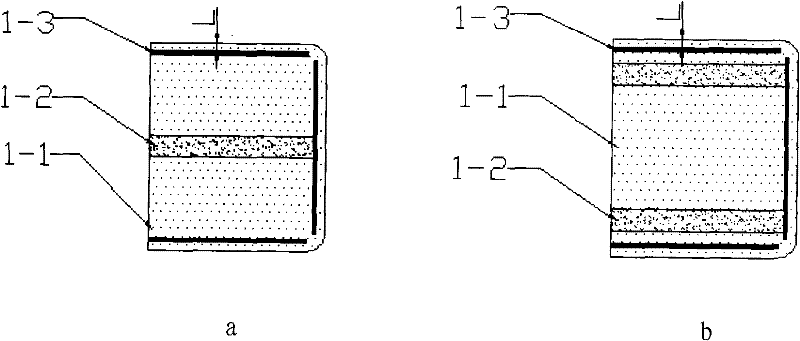
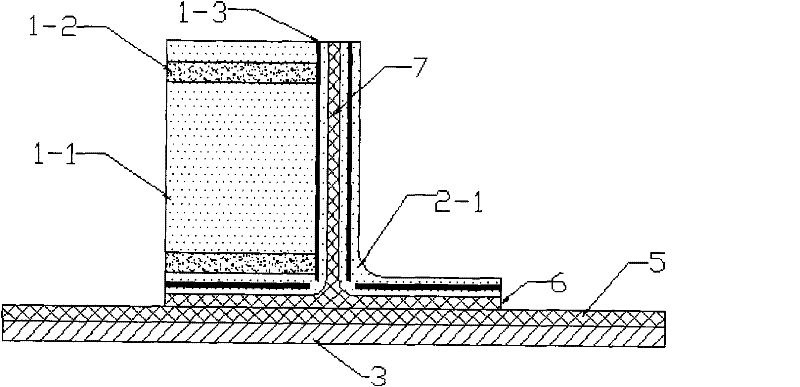
[0033] The positioning mold 1 is designed as image 3 As shown, the rubber 1-1 chooses Airpad rubber. Because the height of the rib is relatively large, in order to improve the rigidity of the rib positioning mold, two layers of rigid reinforcement layer 1-2 are used. The material is glass steel plate, the thickness of the glass steel plate is 2mm, 1-3 uses 2 layers o...
Embodiment 2
[0035] The panel structure with 6 ribs is 1200mm in length and 700mm in span. The panel is composed of 3 sections of arc surface and 2 planes. Longitudinal ribs and 2 "I" type ribs, web height 25mm, all along the normal direction of the arc surface. The lower flange of the stiffener is stitched together with the skin, and is integrally formed by the VARI process.
[0036] Mold combination such as Figure 4 As shown, the main material rubber 1-1 is Airpad rubber, and the rigid reinforcement layer 1-2 is made of 10 layers of EW100 impregnated glass cloth, which is laid in the soft molding mold according to the direction shown in the figure, and The rubber is vulcanized into one piece, and the other side is designed with Airpad full rubber construction. Because the molds on both sides are flexible in the direction perpendicular to the skin, they can cooperate well with the shape mold to compress the preform under vacuum pressure. Even if the soft molding mold has a certain proces...
Embodiment 3
[0038] The wall panel structure with 4 "J"-shaped ribs, the overall size is 1900mm×1000mm×45mm (length×width×height), of which: the skin 1 plane size of the overall wall panel is 1900mm×1000mm, and the thickness of the ribs is 3.0mm , height 42mm, root fillet R3. The longitudinal stiffener has an assembly relationship with the two metal beams in the middle, and the longitudinal stiffener is required to have a better surface quality. The forming scheme is that the four reinforcing ribs and the skin are firstly prepared into a stitched preform, and then integrally formed through the VARI process.
[0039] Design the inner mold of the "J" type rib as positioning mold 1, such as Figure 5 As shown, the rubber 1-1 chooses Airpad rubber; the height of the rib is not large, and a rigid reinforcement layer 1-2 is used, and an aluminum plate with a thickness of 3mm is used. The material is LY12CZ. The aluminum plate has good rigidity in the width direction to ensure the rigidity of th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More