

Method for controlling strip-steel edge drop of tandem mills
A control method and edge drop technology, which is applied in the field of strip rolling, can solve problems such as control disorder, excessive strip edge drop at the exit of the rolling mill, and inaccurate control accuracy of strip edge thickness, etc., so as to eliminate the influence, technology The effect of indicator improvement
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
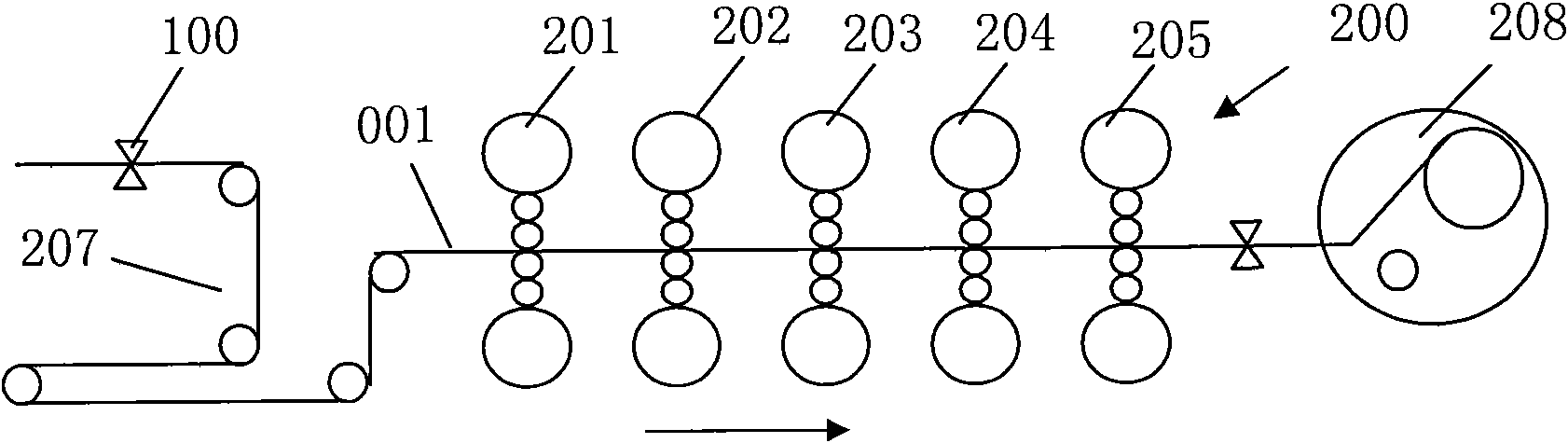
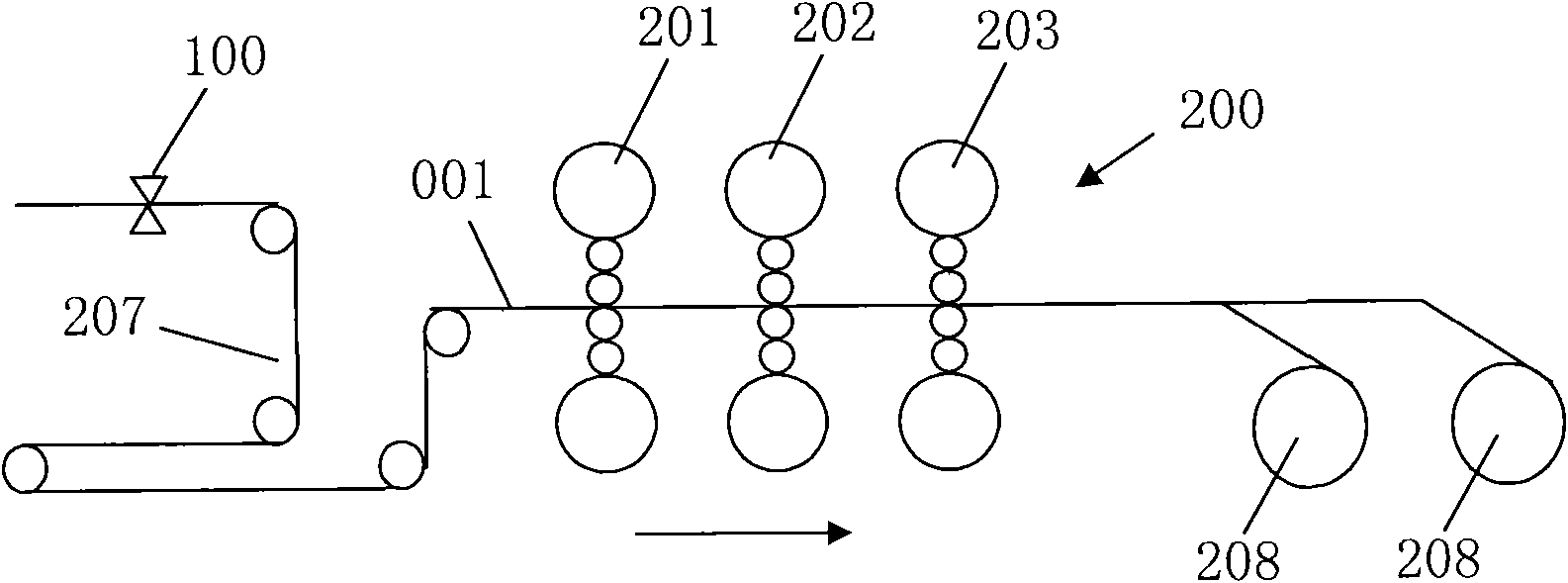
[0046] The strip edge drop control method of continuous rolling mill of the present invention adopts following steps:
[0047] a, install the edge drop instrument in front of the continuous rolling mill;
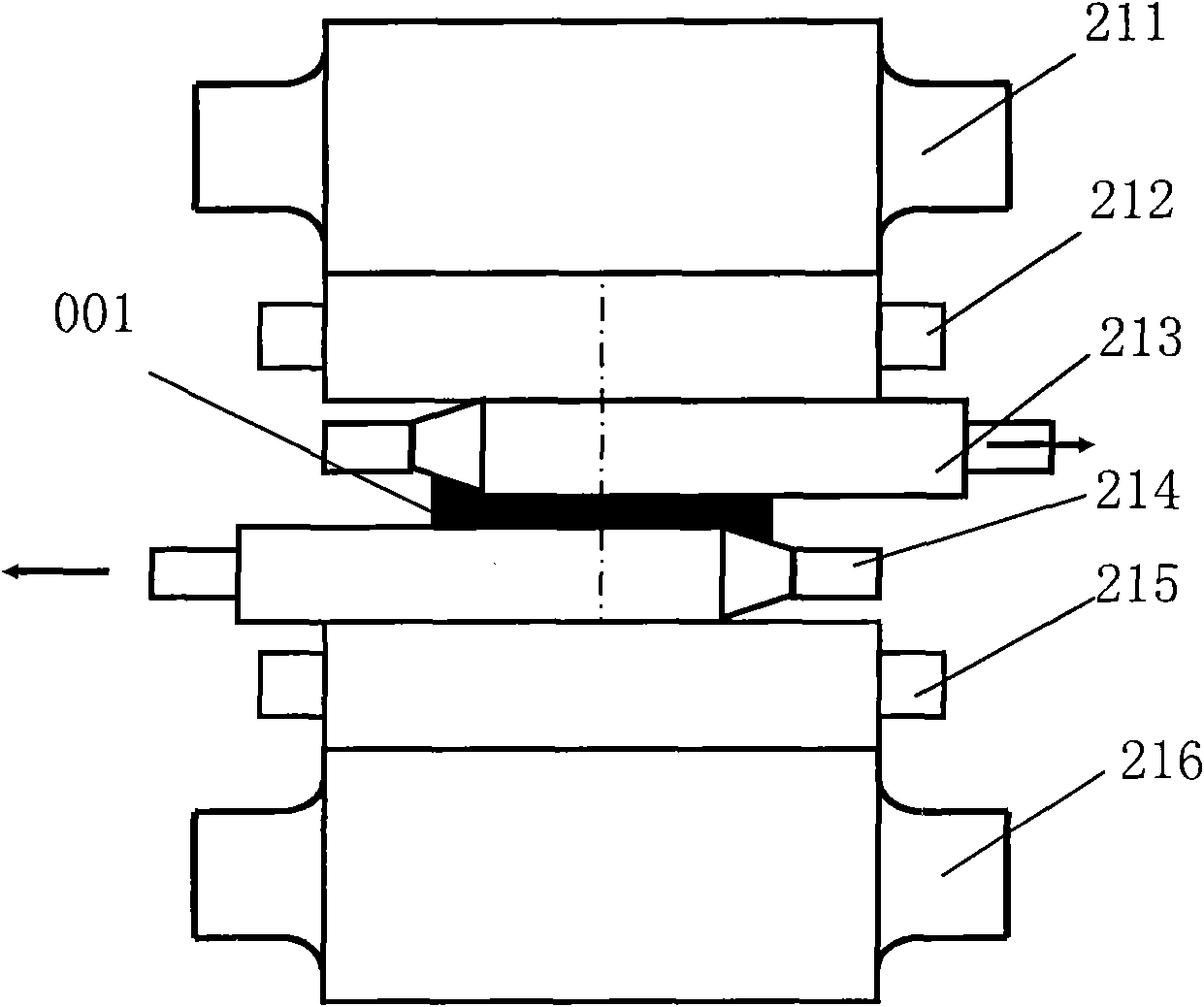
[0048]b. When the strip steel passes through the edge drop meter, the PLC controller determines a sampling length according to the position of the edge drop meter in the entire strip length and collects the edge drop of the strip steel on both sides of the sampling length through the edge drop meter. Data, calculate the preset value of the shifting position of the shifting work roll of the continuous rolling mill within the sampling length and store the value;
[0049] In this way, the PLC controller completes the determination of a sampling length and calculates and stores the preset value of the shifting position within the sampling length, and then completes the determination of the next sampling length and calculates and stores the preset value of the shifting position w...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More