

Steel rail rolling method
A technology of rail and rough rolling, applied in the field of rail rolling, can solve the problems of uneven wear degree of rolls, reduce production efficiency, serious roll wear, etc., and achieve the effect of shortening the development cycle and improving the success rate of development.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0050] The production specifications of a factory (bottom width×rail height×abdominal width×waist thickness, unit of size) are GB60 (150×176×97×16.5, mm),
[0051] UIC60 (150×172×89.5×16.5, mm),
[0052] 136RE (152.4×185.74×106.36×17.46, mm),
[0053] 115RE (139.7×168.3×96.84×15.88, mm),
[0054] GB75 (150×192×104.4×20, mm)
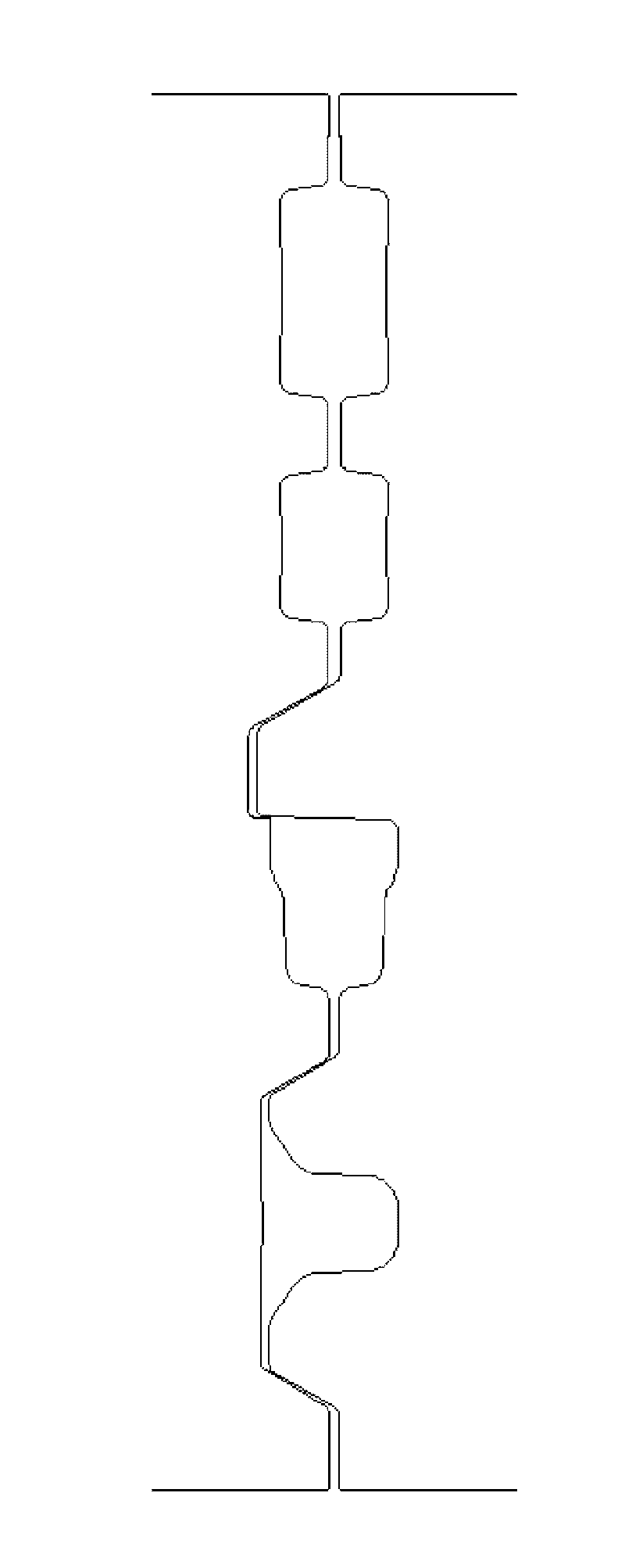
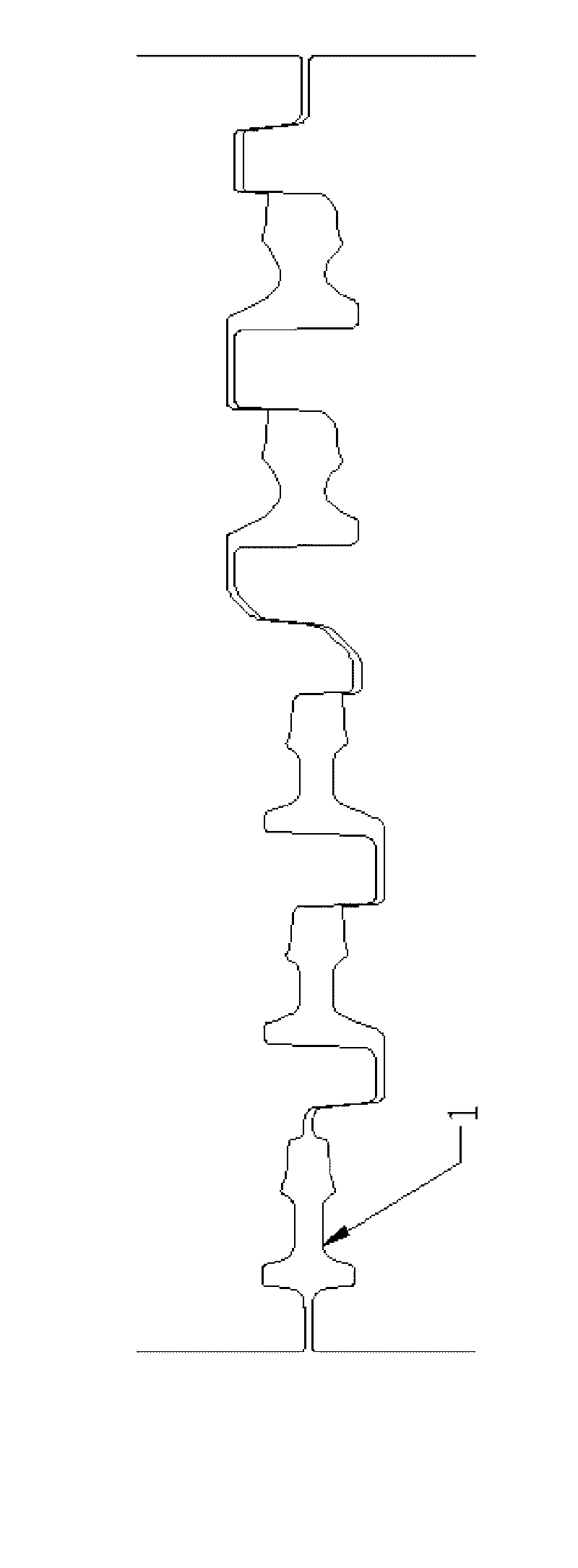
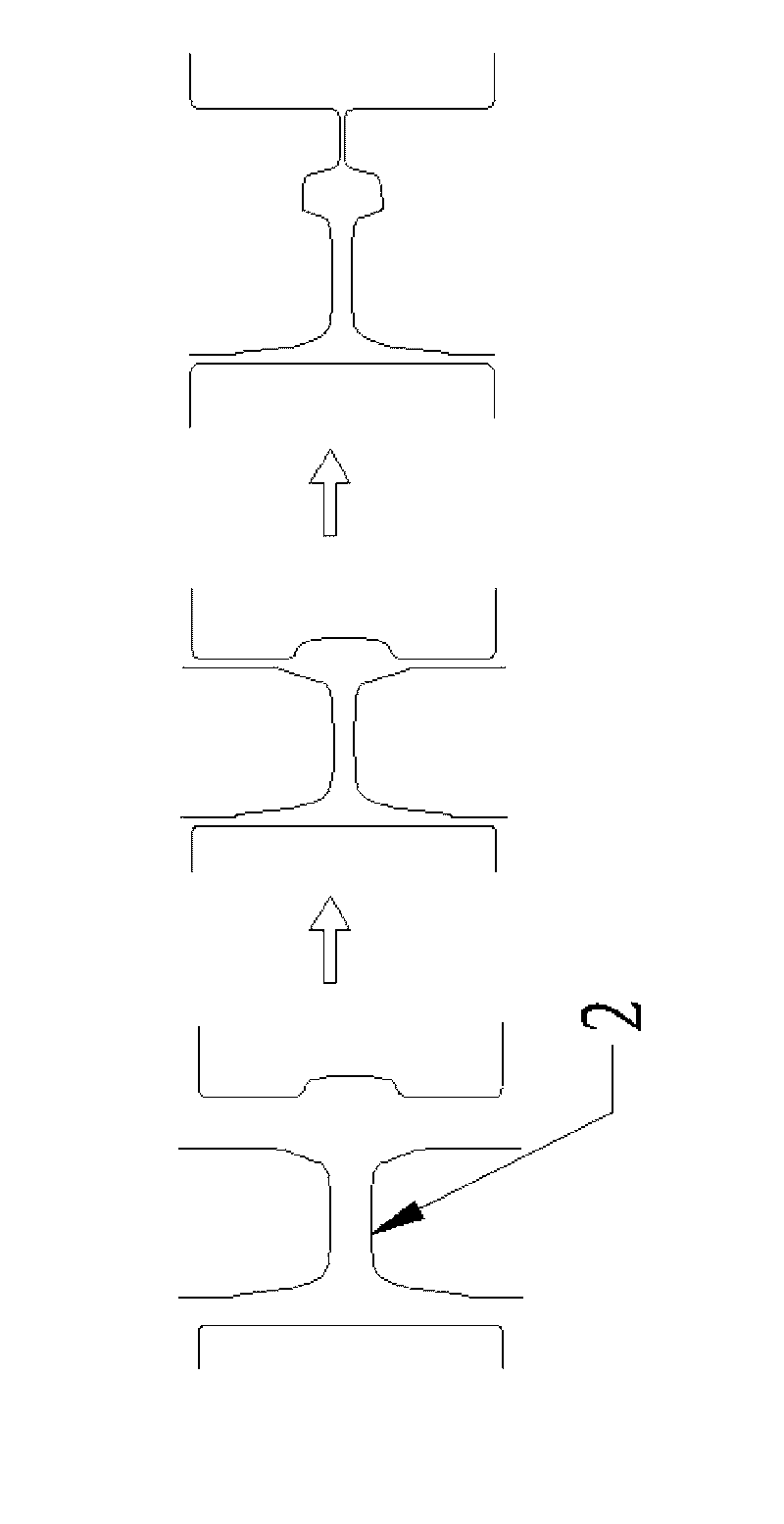
[0055] The five kinds of rails of the present invention adopt the rail rolling method of the present invention, that is, the rolling process in the BD area is designed with GB60 as the standard, and the remaining four varieties are applied to the rolling process in the BD area of the GB60 rail, and the specifications and sizes of each variety produced are It fully complied with the requirements of the standard, and the abdominal cavity was filled well. At the same time, there were no folding defects at the joints of the legs and waist, and the joints of the head and waist.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More