

Plate shape control method with target of reducing maximum deviation
A technology of shape control and maximum deviation, applied in the direction of contour control, etc., can solve the problems of not considering the influence of the change of the maximum value of the shape of the shape, and cannot guarantee the quality requirements of the strip, etc., to achieve fast response and simple effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
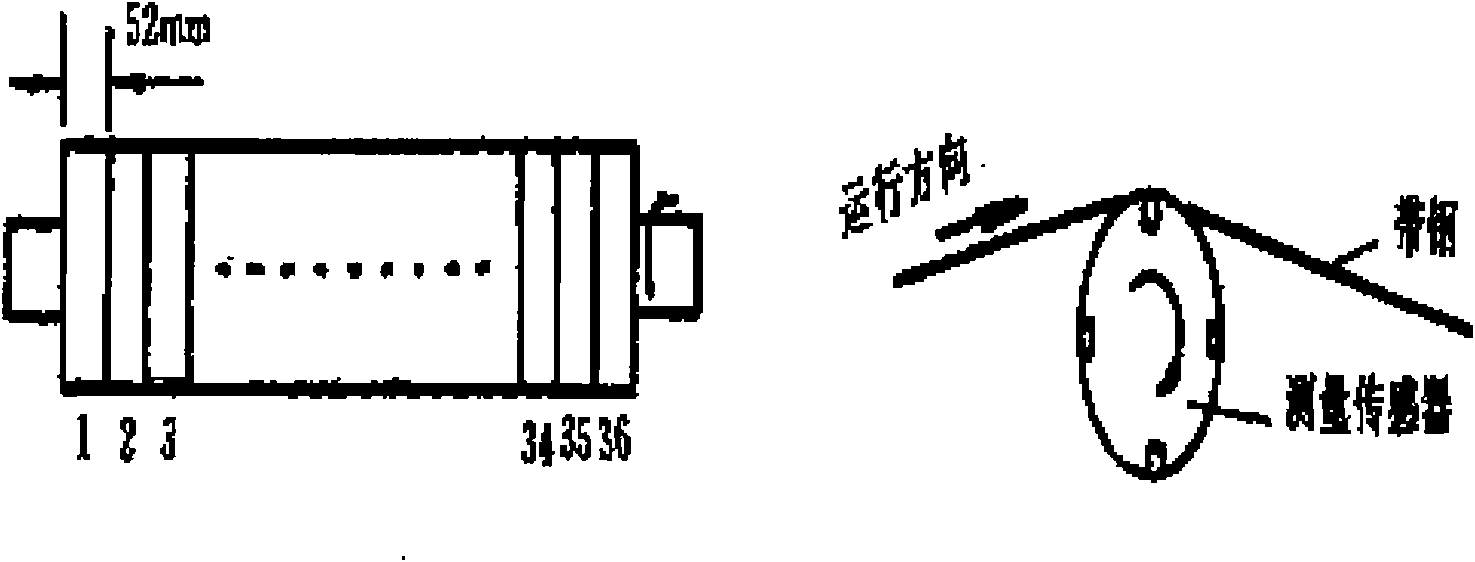
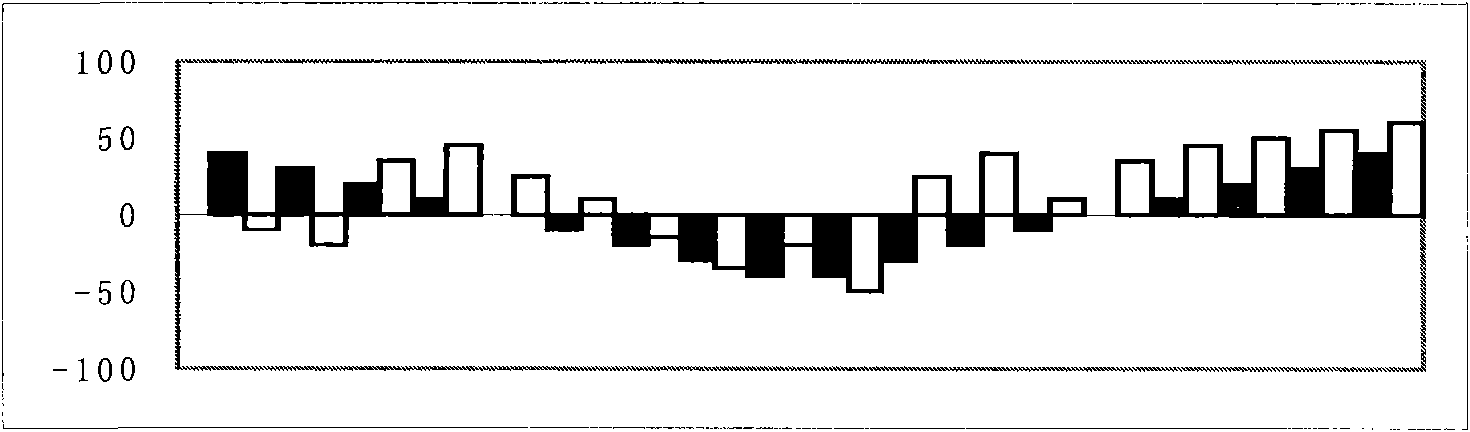
[0080] Example 1: Strip steel data: steel grade DU3542D1, entrance thickness 3.53mm, exit thickness 1.206mm, width 1781mm, according to the principle of strip correlation coefficient determination Bf=0.45, the maximum shape deviation is +23I, and it appears in the shape measurement The 17th ring of the instrument, according to the principle of determining the correlation coefficient of the maximum plate convexity deviation Df = 0.8, the pressure block pressure calculated according to the traditional control algorithm formula (1) is [162.52, 257.01, 175.39, 89.62, 121.79, 147.81, 259.17] .
[0081] (1) Calculate the position S0 from the middle of the strip to the maximum plate crown deviation according to formula 5
[0082] S 0 = Lr n * ( d - n 2 ) = 1872 36 * ( 17 - 36 2 ) = - 52 mm
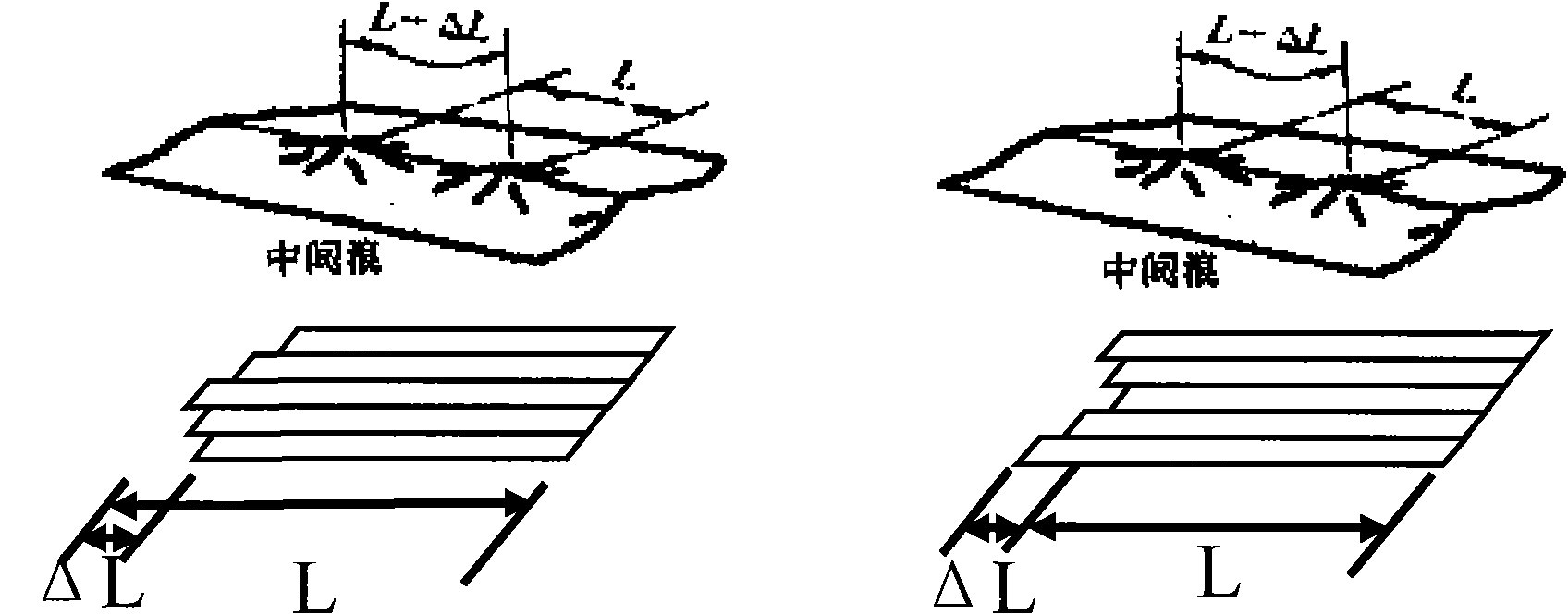
[0083] (2) Calculate the briquette length according to formula 6
[0084] Wd = L M = 1925 7 = 275 mm
[008...
Embodiment 2
[0095] Example 2: Strip data: steel grade DT0144E1, entrance thickness 2.26mm, exit thickness 0.504mm, width 916mm, according to the strip correlation coefficient determination principle Bf = 0.25, the maximum shape deviation is +12I, and appear in the shape measurement The tenth ring of the instrument, according to the principle of determining the correlation coefficient of the maximum plate convexity deviation Df = 0.2, the pressure block pressure calculated according to the traditional control algorithm formula (1) is [23.4, 87.54, 106.46, 102.23, 97.52, 85.33, 19.9] .
[0096] (1) Calculate the position S0 from the middle of the strip to the maximum plate crown deviation according to formula 5
[0097] S 0 = Lr n * ( d - n 2 ) = 1872 36 * ( 10 - 36 2 ) = - 416 mm
[0098] (2) Calculate the briquette length according to formula 6
[0099] Wd = L M = 1925 7 = 275 mm
[0100] (3) Calculate...
Embodiment 3
[0112] Example 3: Strip steel data: steel grade AN0543D5, entrance thickness 3.02mm, exit thickness 0.797mm, width 1379mm, according to the strip correlation coefficient determination principle Bf=0.32, the maximum shape deviation is -15I, and it appears in the shape measurement In the 25th ring of the instrument, according to the principle of determining the correlation coefficient of the maximum plate crown deviation Df=0.48, the pressure block pressure calculated according to the traditional control algorithm formula (1) is [98.15, 114.68, 121.22, 153.54, 177.18, 137.78, 75.77] .
[0113] (1) Calculate the position S0 from the middle of the strip to the maximum plate crown deviation according to formula 5
[0114] S 0 = Lr n * ( d - n 2 ) = 1872 36 * ( 25 - 36 2 ) = 364 mm
[0115] (2) Calculate the briquette length according to formula 6
[0116] Wd = L M = 1925 7 = 275 mm
[0117] (3) Ca...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More