

Process for strengthening nodular cast iron and finished product thereof
A technology for ductile iron and finished products, which is applied in the coating process of metal materials, manufacturing tools, coatings, etc., can solve the problems of reducing the performance of parts, increasing the difficulty and cost of the process, and not taking preventive process measures, so as to improve the use Performance, the effect of improving scratch resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
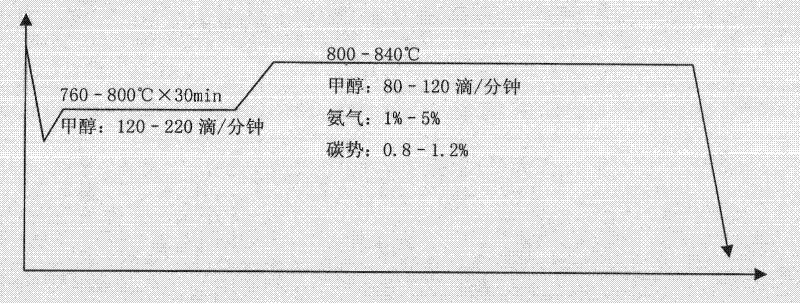
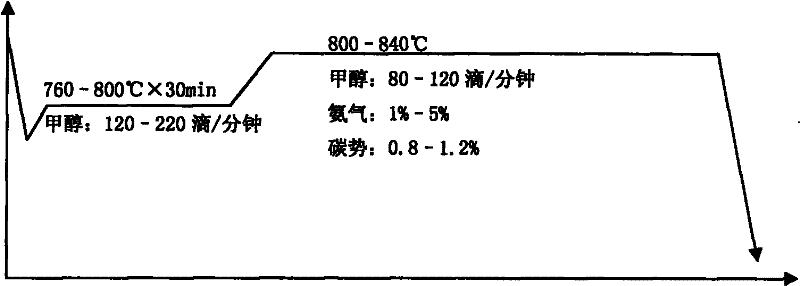
[0061] Embodiment 1: Take 60Kw common pit type gas carburizing furnace to carry out the carbonitriding of nodular cast iron, the nodular cast iron part of test is the nodular cast iron QT600-2 rocker arm on a certain engine, see figure 1 , figure 1 It is a process flow chart, and the test steps are as follows:
[0062] Step 1: Clean and clean the ductile iron parts to remove surface scale, rust spots, oil stains and other dirt;
[0063] Step 2: First, raise the temperature of the periodic carburizing furnace to 800-840°C, and then carry out carburizing of the furnace tank under this temperature condition until the carbon potential of the atmosphere in the furnace is greater than 0.8%;
[0064] Secondly, first put the cleaned and cleaned parts into the ordinary gas carburizing furnace and cover the furnace cover, and then quickly raise the temperature to 760°C-800°C to pass through the ferrite-austenite dual-phase region, and the heating rate is greater than or equal to 15°C / mi...
Embodiment 2
[0067] Embodiment 2: adopt continuous carburizing furnace to carry out the carbonitriding of nodular cast iron, its technology comprises the following steps successively:
[0068] Step 1: Clean and clean the ductile iron parts to remove surface scale, rust spots, oil stains and other dirt;
[0069] Step 2: First, set and maintain the temperature of the heating zone of the carburizing furnace at 760-800°C, the temperature of the carbonitriding zone at 800-840°C, the carbon potential of the carbonitriding zone at 0.8%-1.2%, methanol The addition amount of ammonia gas is 80-120 drops / min, and the addition volume of ammonia is 1%-5% of the cracked gas volume of aforementioned methanol;
[0070] Secondly, put the cleaned and cleaned nodular cast iron parts into the conveyor belt or tray of the carburizing furnace, and then set the conveyor belt speed or the pushing cycle to ensure that the nodular cast iron parts stay in the carbonitriding zone for 2-4 hours , and then start the c...
Embodiment 3
[0072] Embodiment 3: Carry out the carbonitriding of nodular cast iron by adopting pre-evacuation carburizing furnace, and its technology comprises the following steps successively:
[0073] Step 1: Clean and clean the ductile iron parts to remove surface scale, rust spots, oil stains and other dirt;
[0074] Step 2: First, raise the temperature of the periodic carburizing furnace to 800-880°C, and then carry out carburizing of the furnace tank under this temperature condition until the carbon potential of the atmosphere in the furnace reaches above 0.8%;
[0075] Secondly, first put the cleaned and cleaned parts into the pre-vacuum carburizing furnace and cover the furnace cover, and then quickly raise the temperature to 760°C-800°C to pass through the ferrite-austenite dual-phase region, and the heating rate is greater than Equal to 15°C / min, turn on the vacuum pump to pump air at the same time, when the furnace temperature reaches 760°C-800°C, and the vacuum degree in the f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More