Method for controlling rolling mode of temper mill
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A control method and leveling technology, applied in the field of cold rolling, can solve the problems of unstable rolling, low precision and small rolling pressure.
Active Publication Date: 2012-09-19
BAOSHAN IRON & STEEL CO LTD
View PDF0 Cites 2 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
Because, for this type of steel, the set value of the total elongation is not large. When it is borne by two stands, the following two consequences may occur: (1) The rolling pressure is too small. At this time, the rolling mill The stiffness is a variable rather than a constant, which leads to unstable rolling and low elongation control accuracy; (2) Since the elongation of each stand is very small, the roughness copy rate is too small during the leveling process, which cannot be guaranteed Surface quality of the strip (the ability of the roll roughness to be copied to the strip surface during the skin pass process is closely related to the reduction rate and is non-linear)
At this time, it is not possible to use a double-frame skin pass machine to produce
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
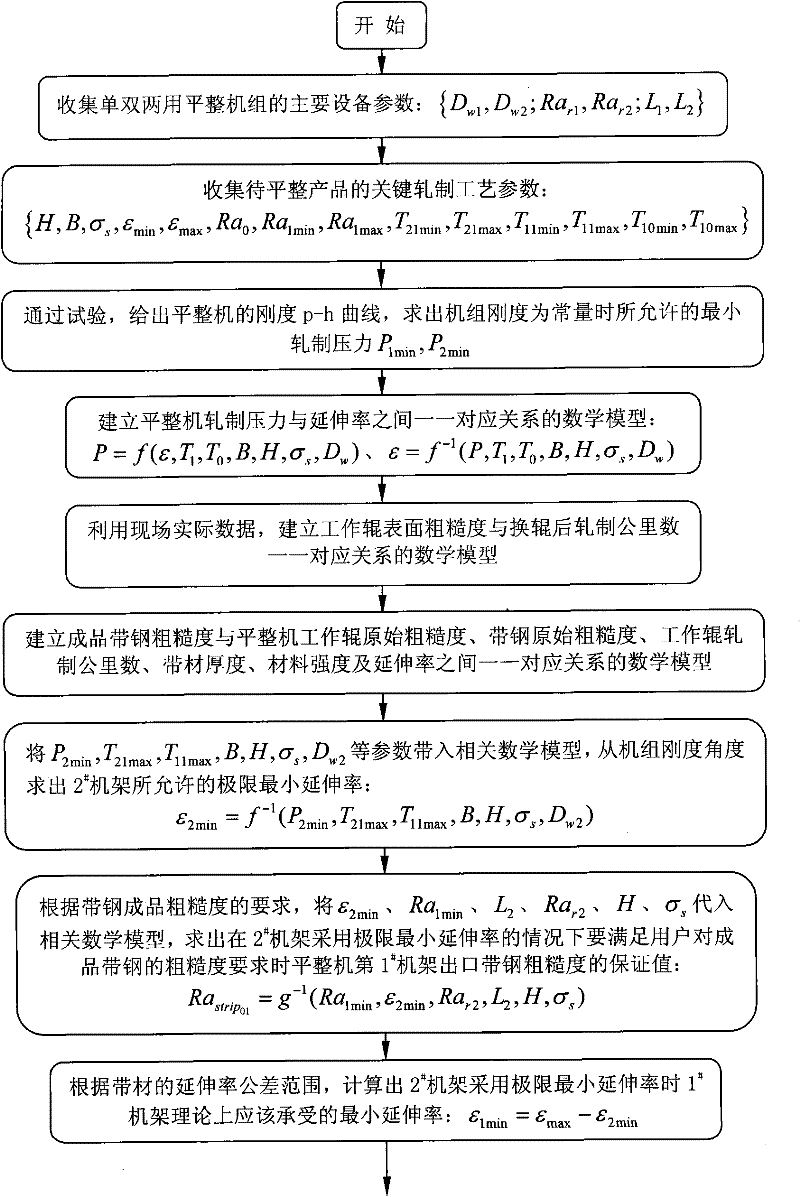
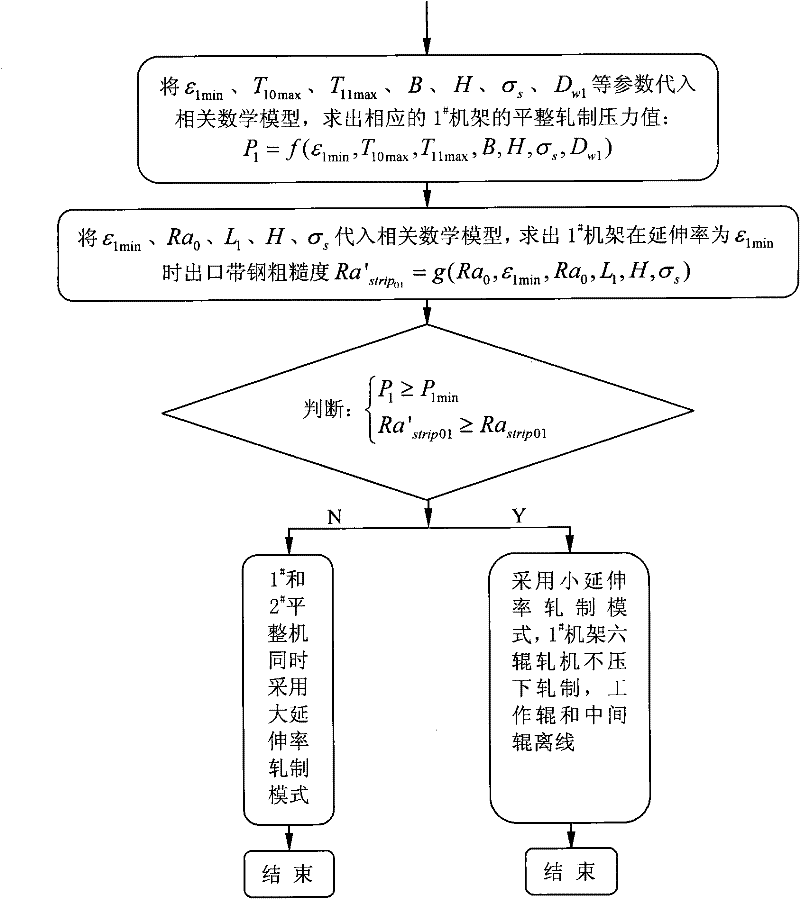
[0061] Such as figure 1 , As shown in 2, 3, take the specification of 0.2*1020 and the steel grade of MR2T3 (referred to as No. 1 typical specification product) as an example.
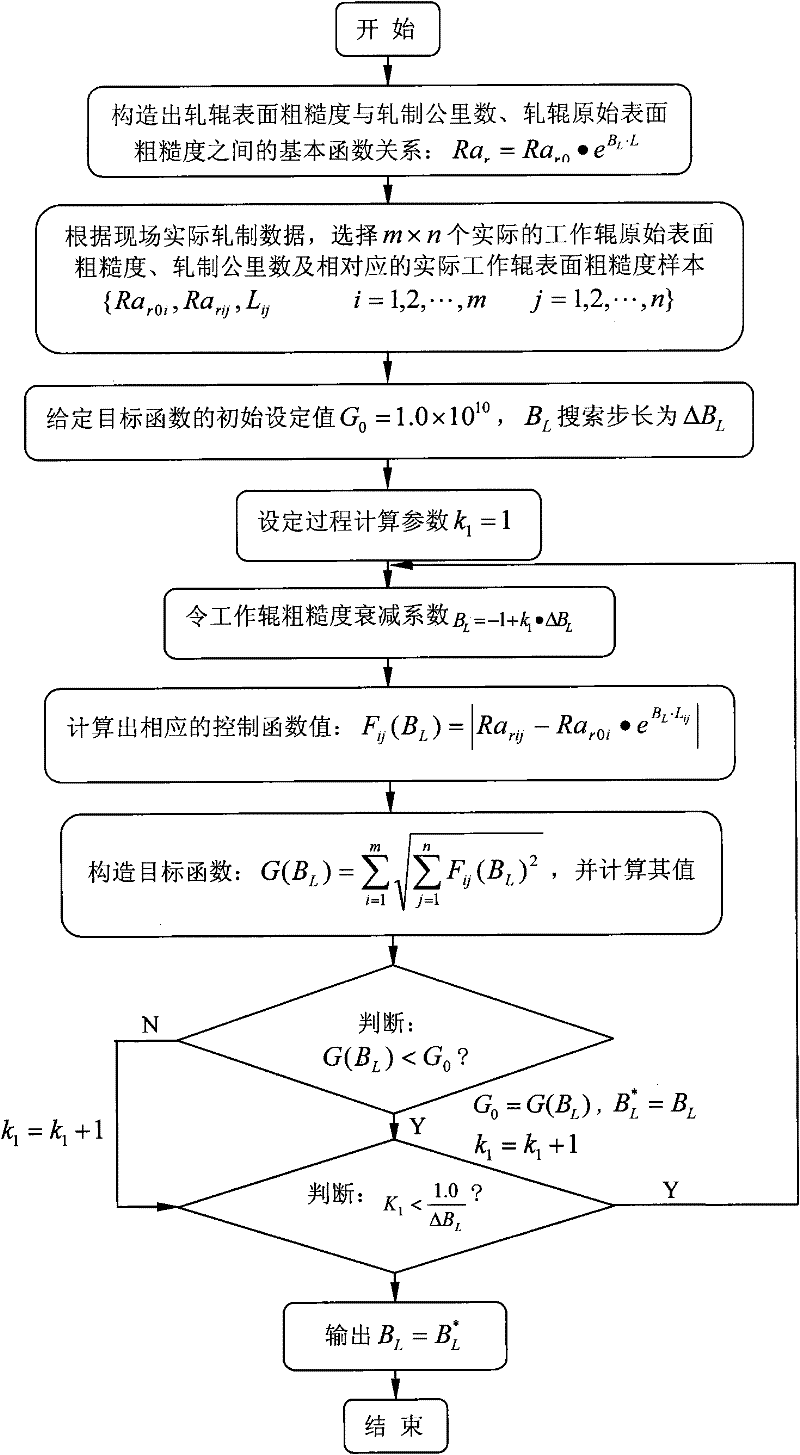
[0062] Step 1: Collect the equipment parameters of the double-frame leveling machine, including: 1 # And 2 # Diameter of work roll of frame D w1 =460mm, D w2 =460mm; 1 # And 2 # The original roughness of the work roll of the frame Ra r1 =0.8μm, Ra r2 =2.0μm; 1 # And 2 # Rolling kilometers of stand work roll L 1 =100Km, L 2 = 100Km.
[0063] Step 2: Collect the key rolling process parameters of the product to be leveled. For the typical product of No. 1 specification: strip thickness H 1 =0.2mm, width B 1 =1020mm, material (strength)σ s1 =292Mpa, allowable range of elongation ε min1 = 0.8% and ε max1 =1.2%, target elongation ε o =1.0%, incoming roughness Ra 01 =1.2μm, the allowable range of finished product roughness Ra 1min1 =0.6μm and Ra 1max1 =0.8μm, finished product target roughness Ra o =0.7μm, allow...
Embodiment 2
[0102] Such as figure 1 , As shown in 2, 3, take the specification of 0.5*800 and the steel grade of IF steel (referred to as No. 2 typical specification product) as an example.
[0103] Step 1: Consistent with Example 1.
[0104] Step 2: Collect the key rolling process parameters of the product to be flattened. For the typical product of No. 2 specification: strip thickness H 2 =0.5mm, width B 2 =800mm, material (strength)σ s2 =160Mpa, allowable range of elongation ε min2 =0.5% and ε max2 = 0.6%, target elongation ε o =0.55%, incoming roughness Ra 02 =1.5μm, the allowable range of finished product roughness Ra 1min2 =1.0μm and Ra 1max2 =1.2μm, target roughness of finished product Ra o =1.1μm, allowable range of front tension T 21min2 =16Mpa and T 21max2 =32Mpa, middle tension allowable range T 11min2 =32Mpa and T 11max2 =64Mpa, allowable range of back tension T 10min2 =16Mpa and T 10max2 =32Mpa;
[0105] Step 3: Pass the test, such as Figure 4 Shown, giving 1 # And 2 # Th...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
thickness
aaaaa
aaaaa
thickness
aaaaa
aaaaa
width
aaaaa
aaaaa
Login to View More
Abstract
The invention discloses a method for controlling a rolling mode of a pinch pass mill set so as to control 1# and 2# frames of the pinch pass mill. The method can realize the optimum control for specific elongation by choosing a proper rolling mode according to device parameters of a singe and double dual purpose pinch pass mill set and the technique parameters of belt materials, wherein the device parameters comprise a frame stiffness and ultimate tension and the technique parameters comprise the roughness of supplied material, the allowed scope for the roughness of the finished products, andthe allowed scope for the specific elongation. The method can fully satisfy the customers in product mechanical property, surface quality, and the like, enhance the adaptability of the mill set to the products, lower the investment cost, exert the potential of the mill set and promote the use ratio of the device. The method of the invention is simple, clear and is suitable for on-line application.
Description
Technical field [0001] The invention relates to the technical field of cold rolling, in particular to a method for controlling the rolling mode through the elongation of a leveling unit. Background technique [0002] Flattening is the closest process to the finished product in cold-rolled strip production. Not only can the elongation and shape of the strip be controlled to ensure the mechanical properties and appearance quality of the annealed product, but also a certain degree of roughness can be formed on the surface of the strip. , To achieve the purpose of improving strip coating performance and forming performance. In this way, with the continuous improvement of users' requirements for strip mechanical properties, plate shape and surface quality, the importance of the leveling process has become increasingly prominent. Correspondingly, since the 1960s, single-frame four (six) roller leveling machines and double-frame four (six) roller leveling machines have appeared success...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More