Luminous element and manufacturing method thereof
A technology for light-emitting elements and manufacturing methods, which is applied to electrical elements, electric solid-state devices, semiconductor devices, etc., and can solve the problems of poor reverse voltage value of epitaxial films, high reverse bias voltage, collapse failure, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example
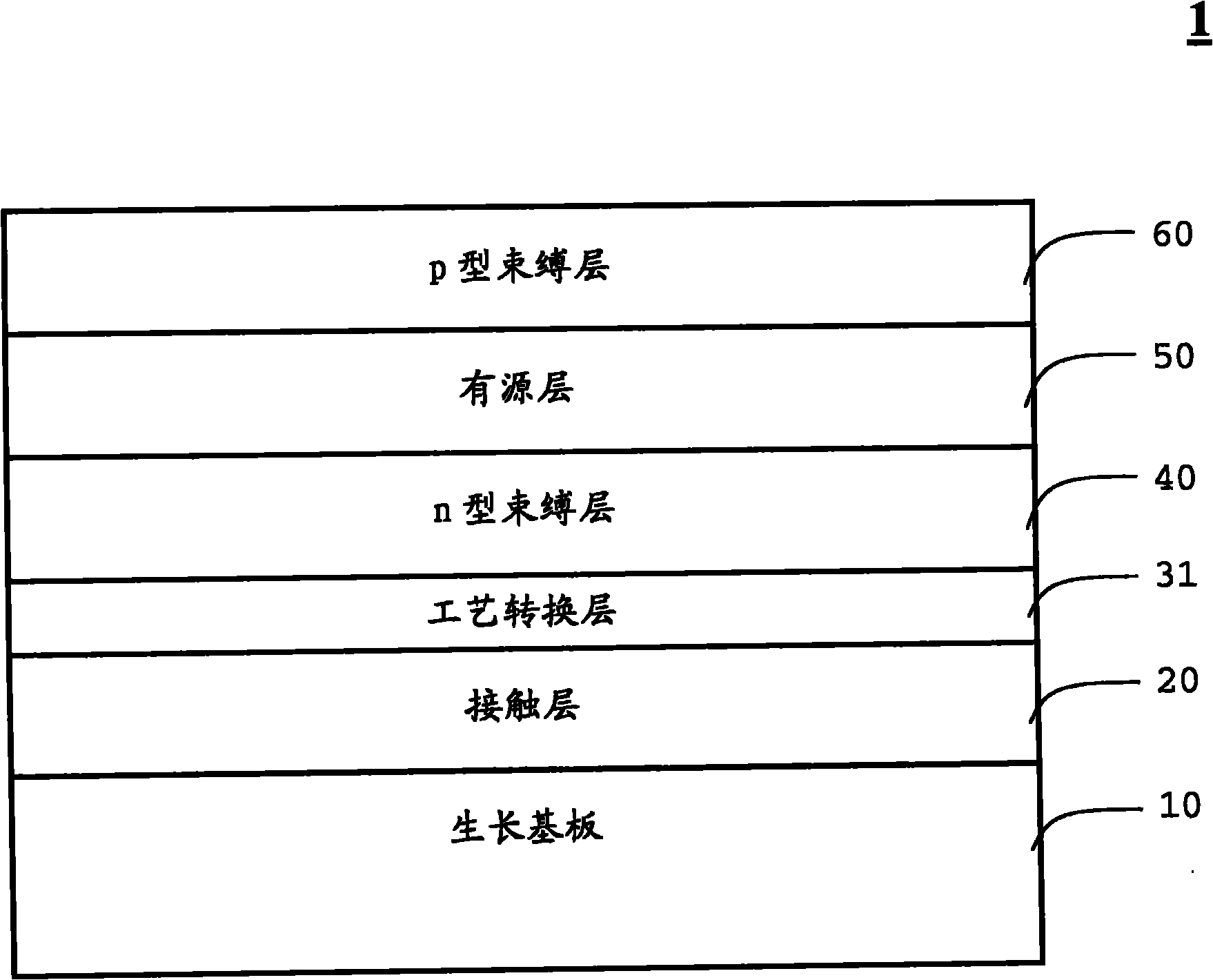
[0031] figure 1 The first embodiment of the light-emitting epitaxial structure of the light-emitting element according to the present invention is disclosed. The light-emitting epitaxial structure 1 includes a growth substrate 10, a contact layer 20 is formed on the growth substrate 10, a process conversion layer 31 is formed on the contact layer 20, and an n-type A cladding layer 40 is formed on the process conversion layer 31 , an active layer 50 is formed on the n-type cladding layer 40 , and a p-type cladding layer 60 is formed on the active layer 50 . The method for forming the light-emitting epitaxial structure 1 includes providing a growth substrate 10; then, epitaxially growing a contact layer 20 on the growth substrate 10 by metal-organic chemical vapor deposition. If the contact layer 20 has a different lattice constant from the growth substrate 10, it can be A lattice buffer layer (not shown) is grown between the contact layer 20 and the growth substrate 10 , wherei...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More