Full-floating mandrel tandem-rolling seamless steel pipe production process
A technology of seamless steel pipe and production process, applied in the direction of metal rolling, etc., can solve the problems of low production efficiency, high consumption, high pollution, etc., and achieve the effect of fast rolling rhythm, high output and saving production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] In order to enable those skilled in the art to better understand the solution of the present invention, and to make the above-mentioned purpose, features and advantages of the present invention more obvious and comprehensible, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments.
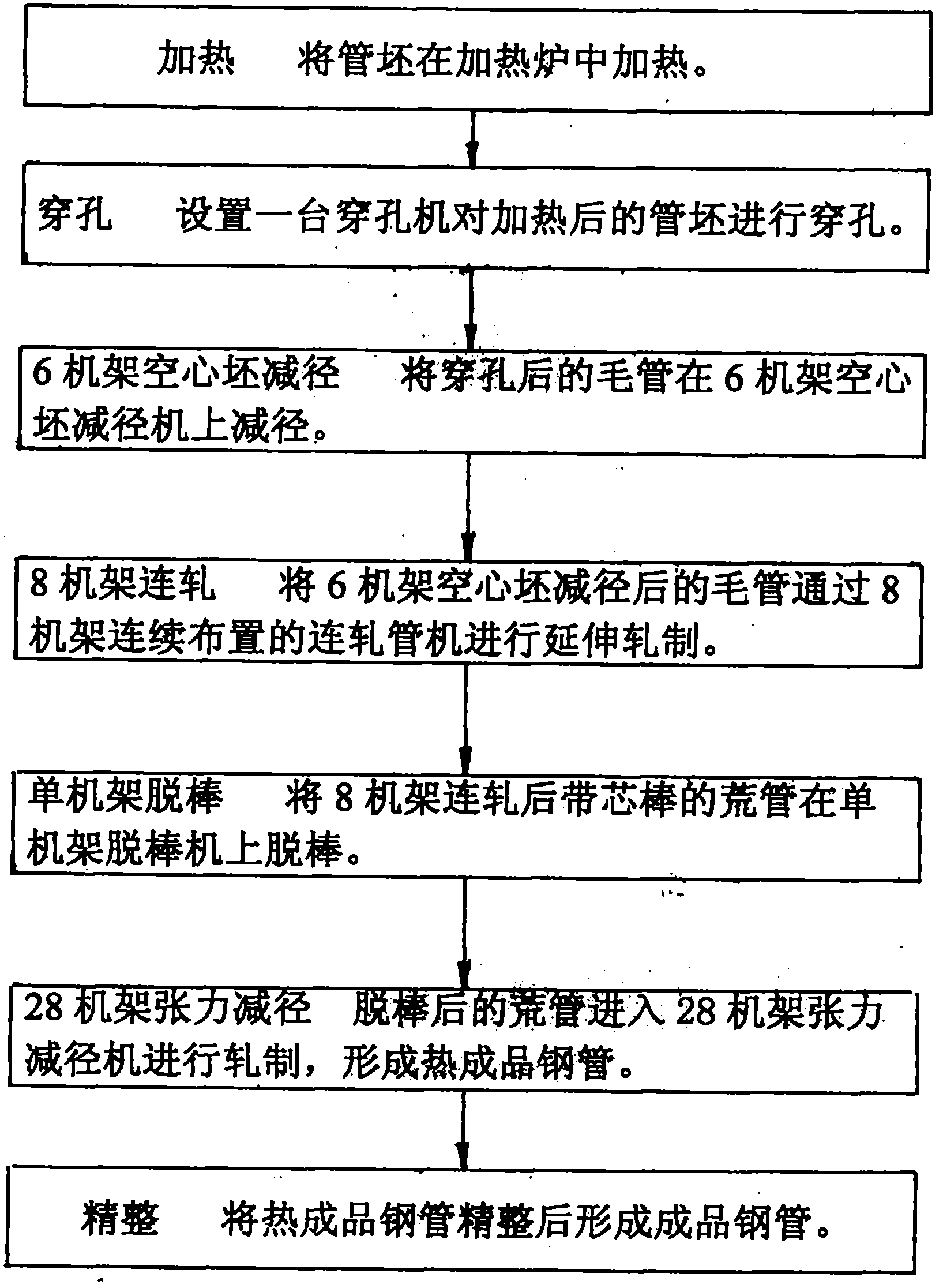
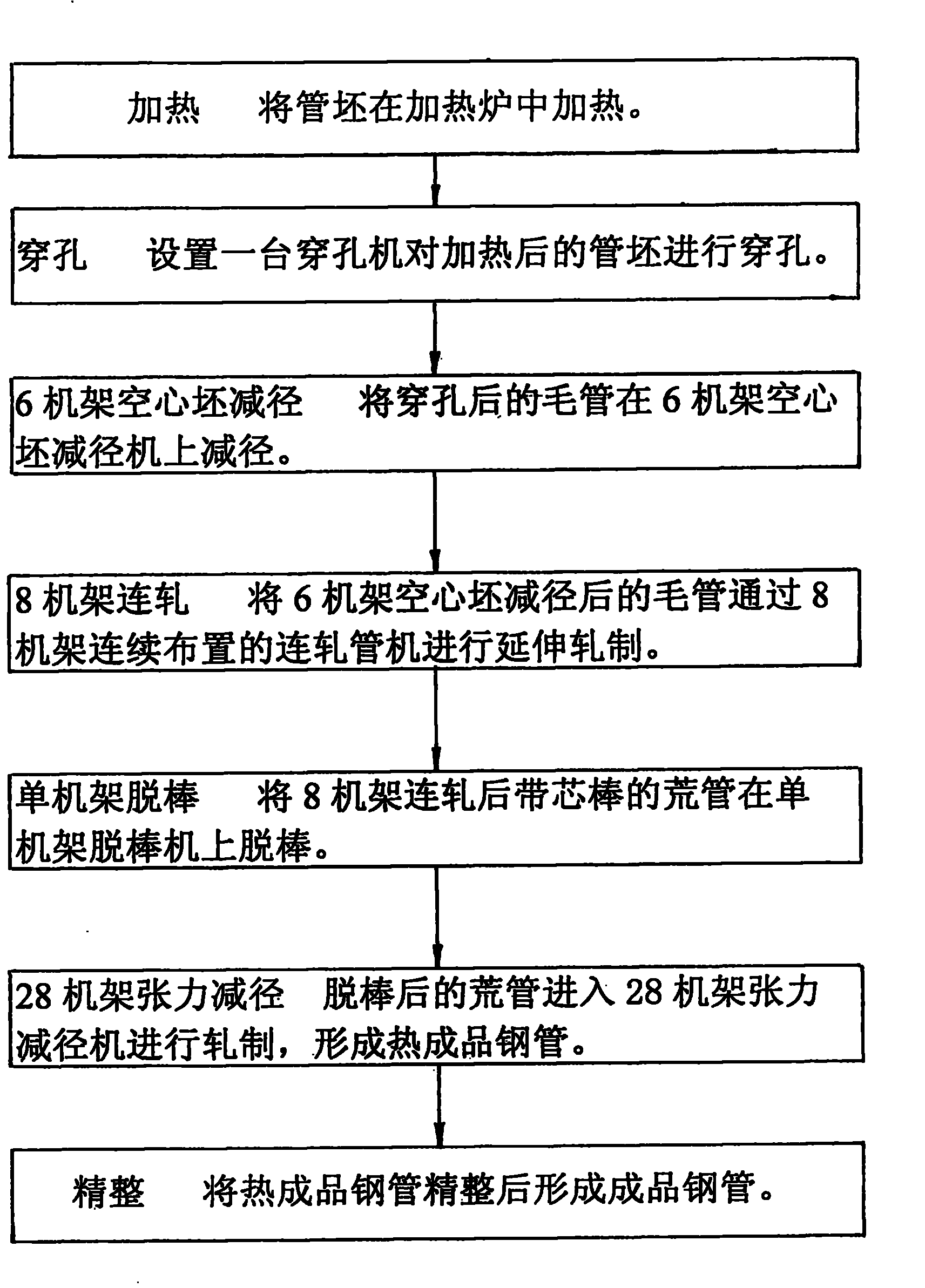
[0023] Such as figure 1 As shown, the full-floating mandrel continuous rolling seamless steel pipe production process provided by the present invention comprises the following steps:
[0024] Heating The tube blank is heated in a heating furnace.
[0025] The heating furnace can be an inclined bottom heating furnace, an annular heating furnace, or a walking heating furnace, and the heating temperature range is 1100-1280°C;
[0026] Piercing Set up a piercing machine to perforate the heated tube blank.
[0027] The perforator can be a vertical fungus perforator or a Diesel vertical perforator;
[0028] 6-frame hollow b...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



