Method for controlling rigidity of mill housing
A rolling mill stand, stiffness technology, used in metal rolling stands, metal rolling mill stands, rolling force/roll gap control, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
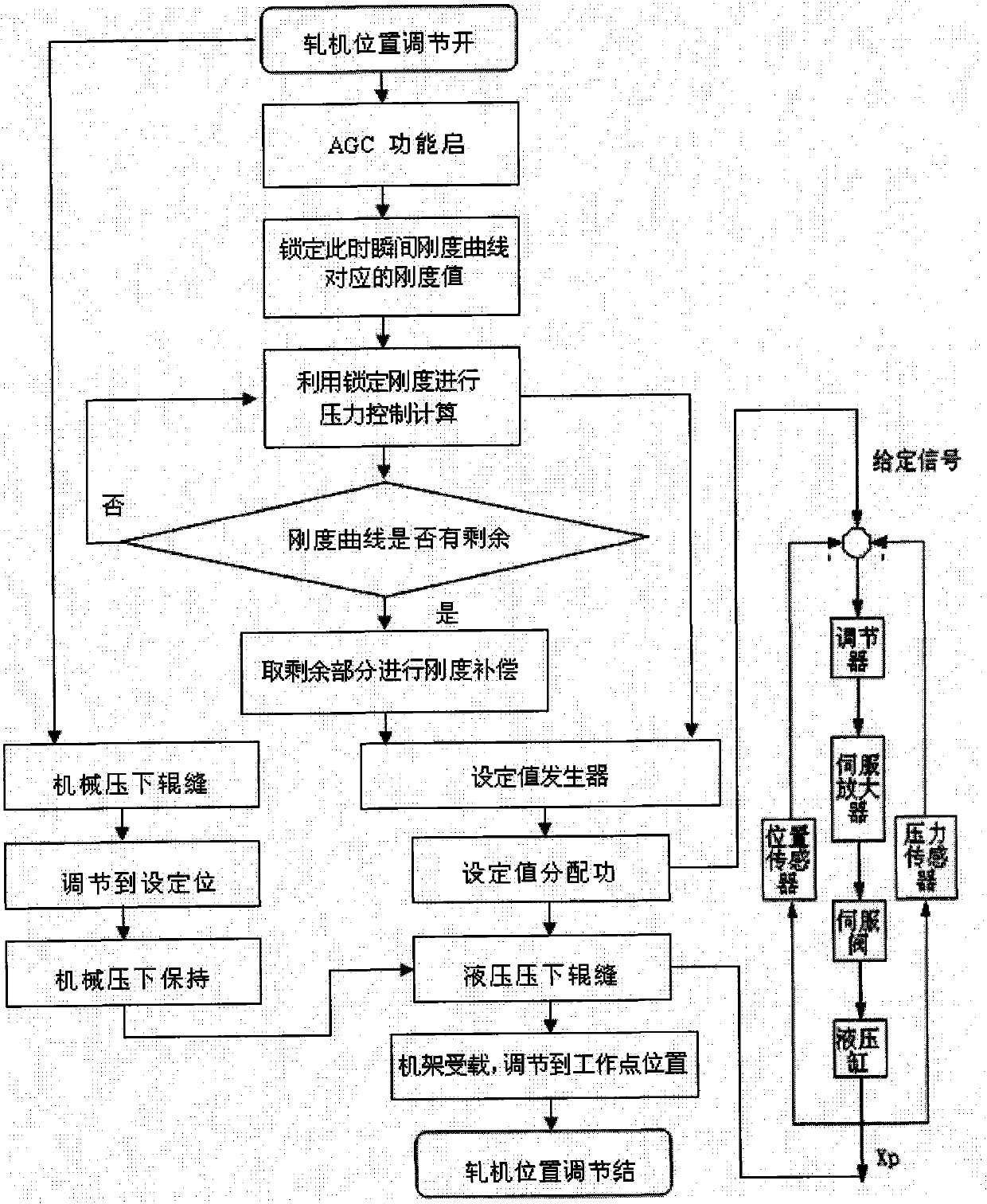
[0058] Such as image 3 The process of controlling the stiffness of the rolling mill stand is shown, and the rest of the figure refers to the deviation of the actual stiffness from the reference stiffness.
[0059] (1) Initialize rolling mill roll gap adjustment ΔS=0mm, set rolling force P=0 tons;
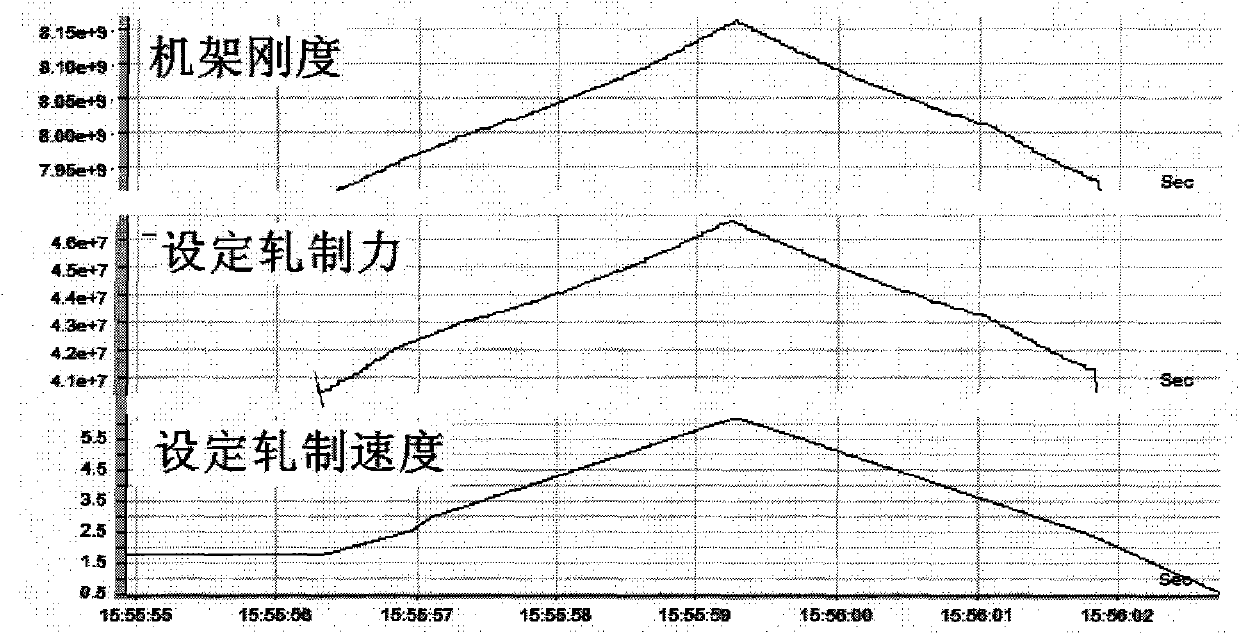
[0060] (2) Start the thickness automatic control function by the upper computer, lock the stiffness value corresponding to the stiffness curve at this moment, and use it as the reference stiffness to obtain the reference stiffness M 0 =8.74×10 9 N / m, set rolling force P=3115 tons=3115×10 4 N. Rolled piece plasticity coefficient Q=1.2×109 N / m;
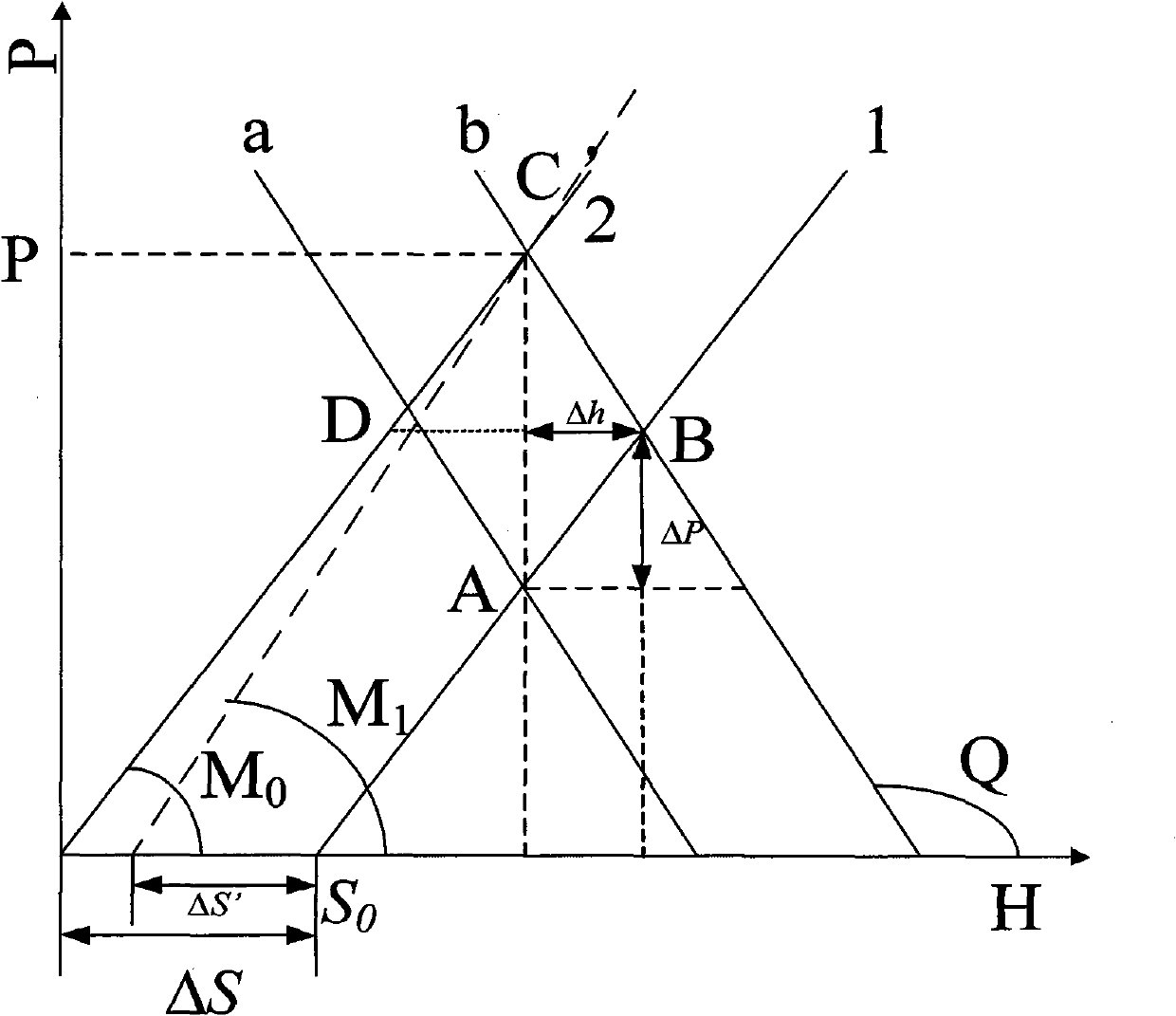
[0061] (3) if figure 2 As shown, if the frame stiffness changes at this time, by M 0 change to M 1 (that is, the dotted line in the figure), the calculated roll gap adjustment amount ΔS is not equal to the actual roll gap amount ΔS' that needs to be adjusted. In this embodiment, when the thickness automatic control function is put in...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More