

Thin hot forming steel rolled directly through sheet billet and with tensile strength being larger than or equal to 1500MPa and production method
A technology of tensile strength and hot-formed steel, which is applied in metal rolling, metal rolling, manufacturing tools, etc., can solve the problems of short process, high manufacturing cost, ultra-high-strength parts demand, low strength level, etc., to achieve short process, No rebound, good surface quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0039] The present invention is described in detail below:
[0040] Table 1 is the value list of the chemical components of each embodiment of the present invention and comparative examples;
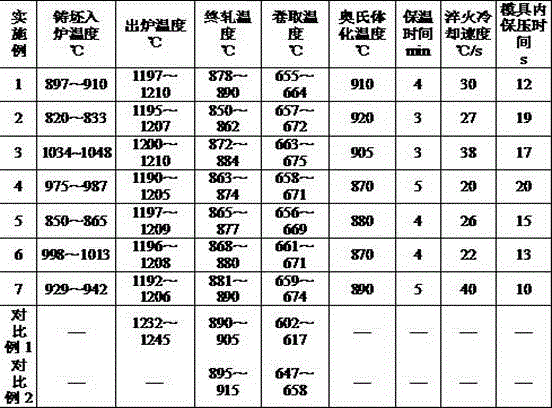
[0041] Table 2 is the value list of the main process parameters of each embodiment of the present invention and comparative example;
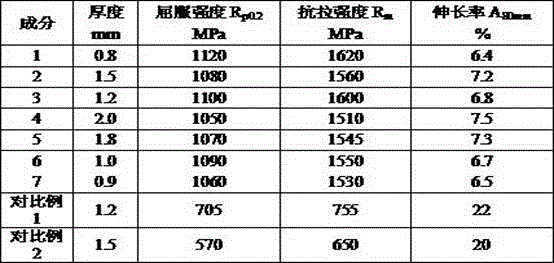
[0042] Table 3 is a list of performance testing conditions of each embodiment of the present invention and comparative examples.
[0043] Each embodiment of the present invention is all produced by the following process:
[0044] 1) Desulfurization of molten iron, and control S≤0.002%, and the exposed surface of molten iron after slag removal is not less than 96%;
[0045] 2) Conventional electric furnace or converter smelting, and conventional refining;
[0046] 3) Perform continuous casting, control the superheat of the tundish molten steel at 15-30°C, the thickness of the slab at 52-55mm, and the casting speed at 3.7-7.0 m / min;
[0047] 4) Carry ou...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More