

Hot-rolling and finish-rolling strip steel thickness control method
A technology of thickness control and strip steel, which is applied in the direction of rolling mill control devices, metal rolling, metal rolling, etc., can solve the problems of poor thickness control accuracy of hot-rolled and finished-rolled strip steel, so as to improve product thickness accuracy, avoid influence, Improve the effect of the control effect
Active Publication Date: 2014-07-23
BAOSHAN IRON & STEEL CO LTD
View PDF8 Cites 21 Cited by
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
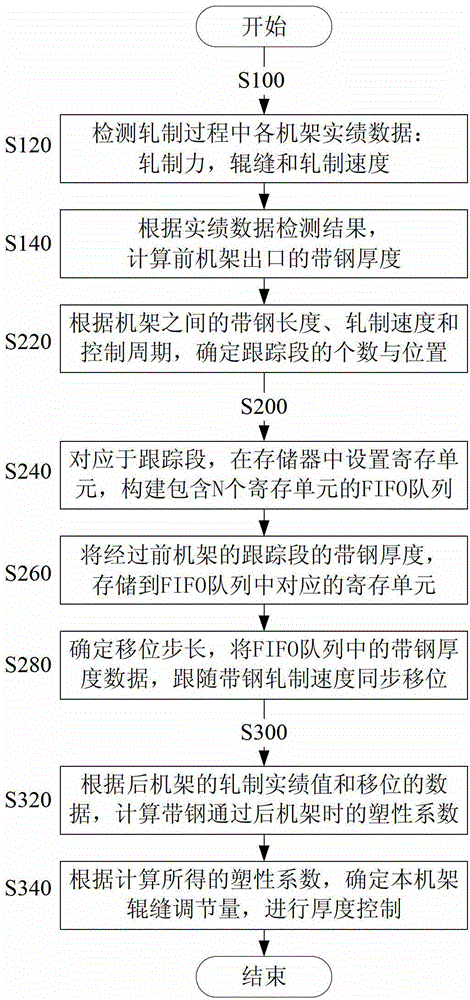
[0013] The purpose of the present invention is to provide a method for controlling the thickness of the hot-rolled finish-rolled strip, by tracking the actual performance value of the strip-rolled steel, calculating the plastic coefficient of the strip steel and the adjustment amount of the roll gap in real time, and solving the problem of the thickness of the hot-rolled finish-rolled strip steel in the prior art Technical problem of poor control accuracy
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View moreImage
Smart Image Click on the blue labels to locate them in the text.
Smart ImageViewing Examples

Examples
Experimental program
Comparison scheme
Effect test
Embodiment
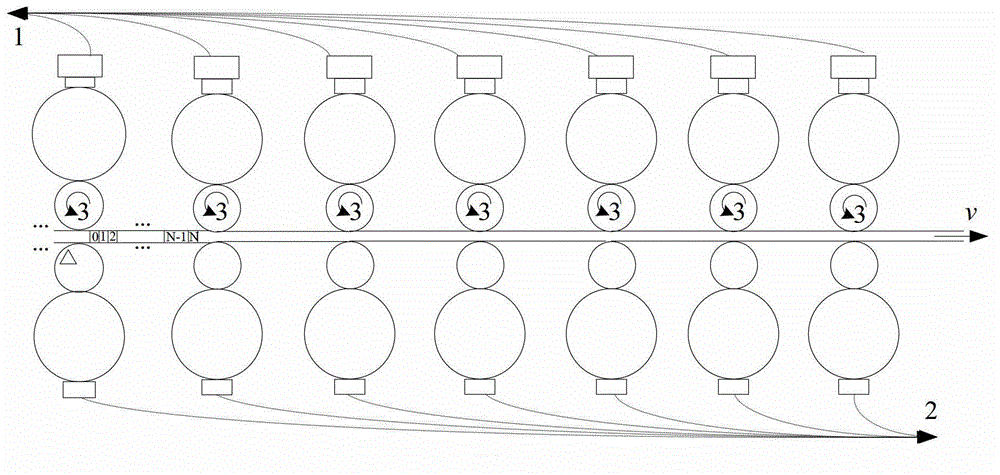
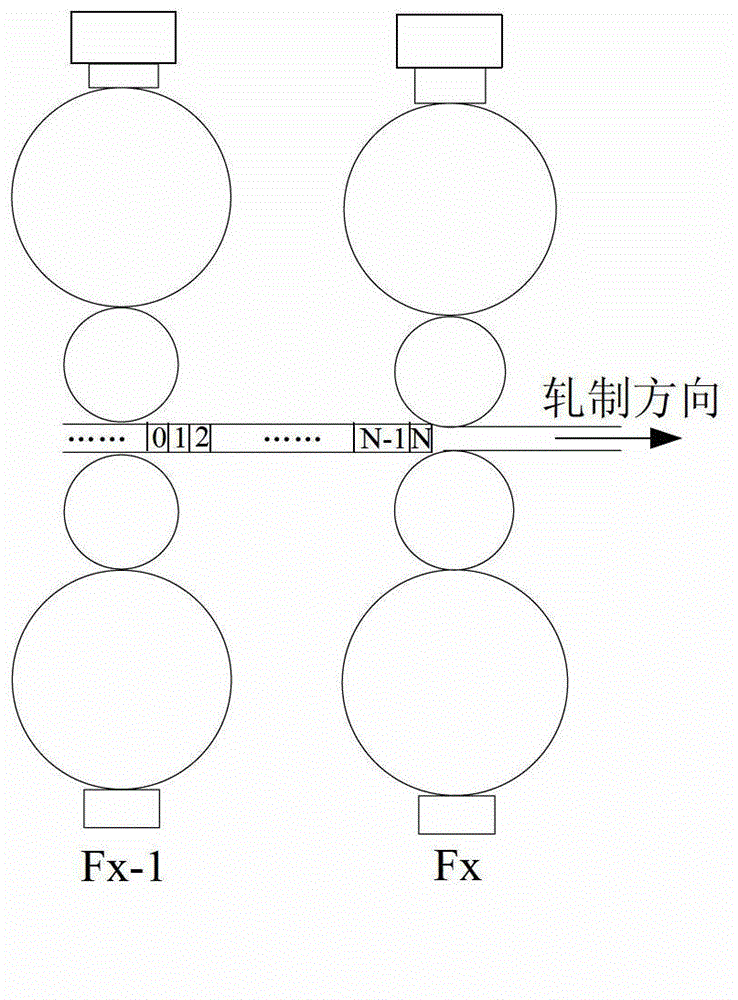
[0090] The method for controlling the thickness of the hot-rolled finish-rolled strip of the present invention is implemented on all stands (F1-F7) of the finish-rolling unit of the 1580mm hot-rolling production line, starting from the F1 stand to track the exit strip data of the stand, and F2 -F7 adopts the control method of the present invention to calculate the plasticity coefficient of the strip steel in the frame and control the thickness. After the control method of the invention is implemented, the thickness control precision of the finish rolling of the 1580 hot rolling production line is obviously improved.
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More PUM
 Login to View More
Login to View More Abstract
The invention provides a hot-rolling and finish-rolling strip steel thickness control method which is especially suitable for metal rolling mills or control devices for machining products, and particularly relates to a method for controlling the thickness of hot-rolling and finish-rolling strip steel through computer programs. According to the detection value of rolling actual performance value of a machine frame, the thickness of strip steel at the outlet of the machine frame is calculated; the moment the calculated strip steel thickness data reaching the machine frame is tracked and combined with the rolling actual performance value data, the plasticity coefficient of the strip steel passing through the machine frame is calculated in real time; according to the plasticity coefficient, which is obtained through real-time calculation, of the strip steel, the roll gap adjustment amount of the machine frame is determined, and feed-forward control is carried out on the thickness of the strip steel in real time. The control method can accurately obtain the plasticity coefficients of different sections of the strip steel, the plasticity coefficients are shown in roll gap adjustment amount of the different sections so as to be adaptive to hardness changes of the strip steel, control precision of the thickness of a finish rolling area is improved, a software programming control method is adopted, hardware investment is not needed, and the method is widely applied to new production lines and production line renovation projects.
Description
technical field [0001] The invention relates to a control device or method specially suitable for a metal rolling mill or its processed products, in particular to a method for controlling the thickness of a hot-rolled finish-rolled strip by using a computer program. Background technique [0002] The thickness accuracy of hot-rolled products has always been one of the most important quality indicators. The Automatic Gauge Control (AGC) model uses a thickness gauge or other sensors to continuously directly measure or indirectly calculate the rolled thickness of the strip, and input the deviation between the measured value or the calculated value and the set value to the automatic control device, and the control device passes through the logic Judgment and model calculation obtain the adjustment amount of roll gap and mill speed and send them to the pressing positioning system and mill speed adjustment system. By adjusting the roll gap and mill speed, the exit thickness of the ...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More Application Information
Patent Timeline
 Login to View More
Login to View More Patent Type & AuthorityApplications(China)
IPC IPC(8): B21B37/18
Inventor鞠大亮陈志荣钟云峰
OwnerBAOSHAN IRON & STEEL CO LTD