

System and process for cooling after H-shaped steel is hot-rolled
A cooling system, H-beam technology, applied in metal rolling, manufacturing tools, metal rolling, etc., can solve the problems of large investment and poor effect, and achieve the effect of improving yield strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
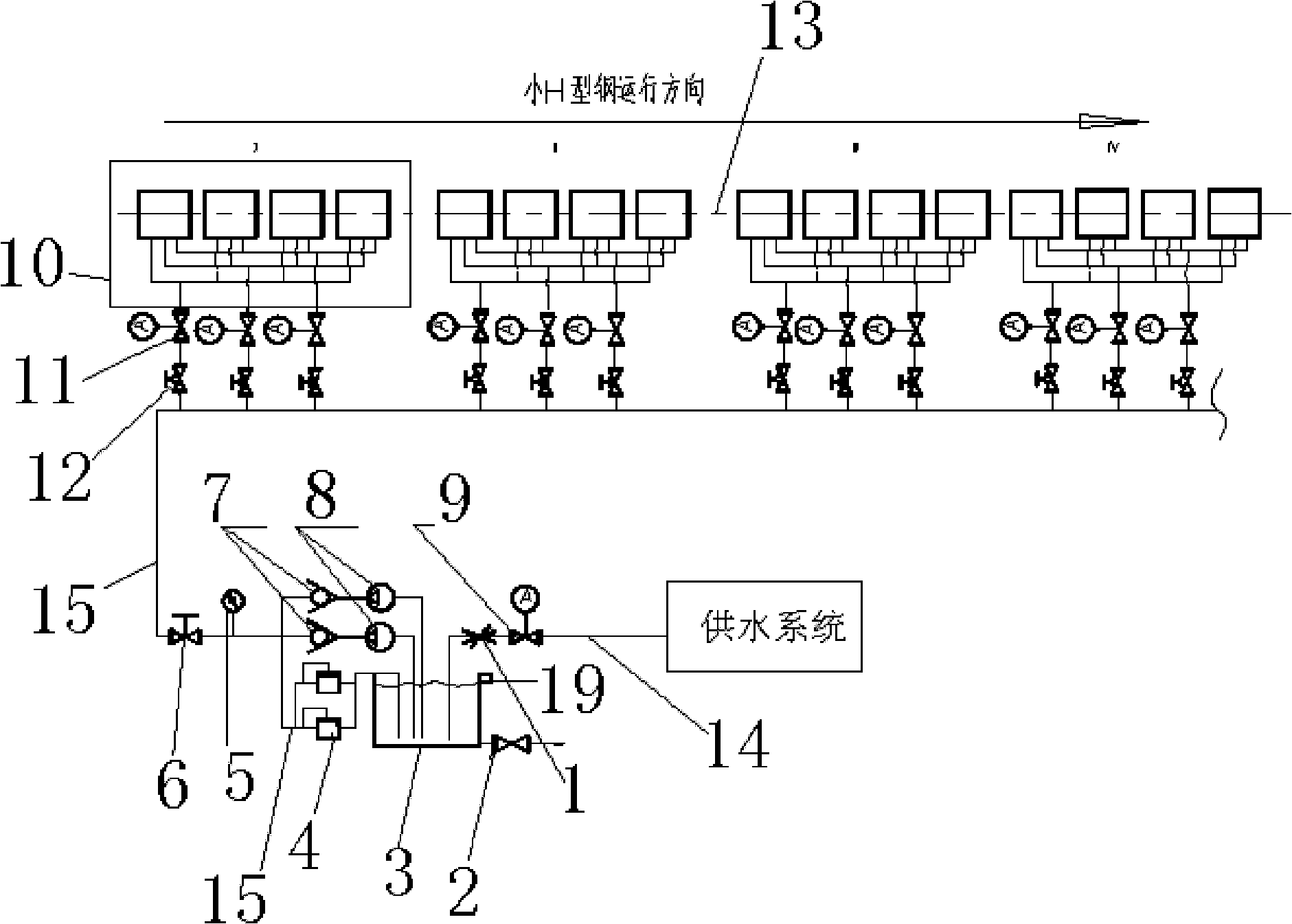
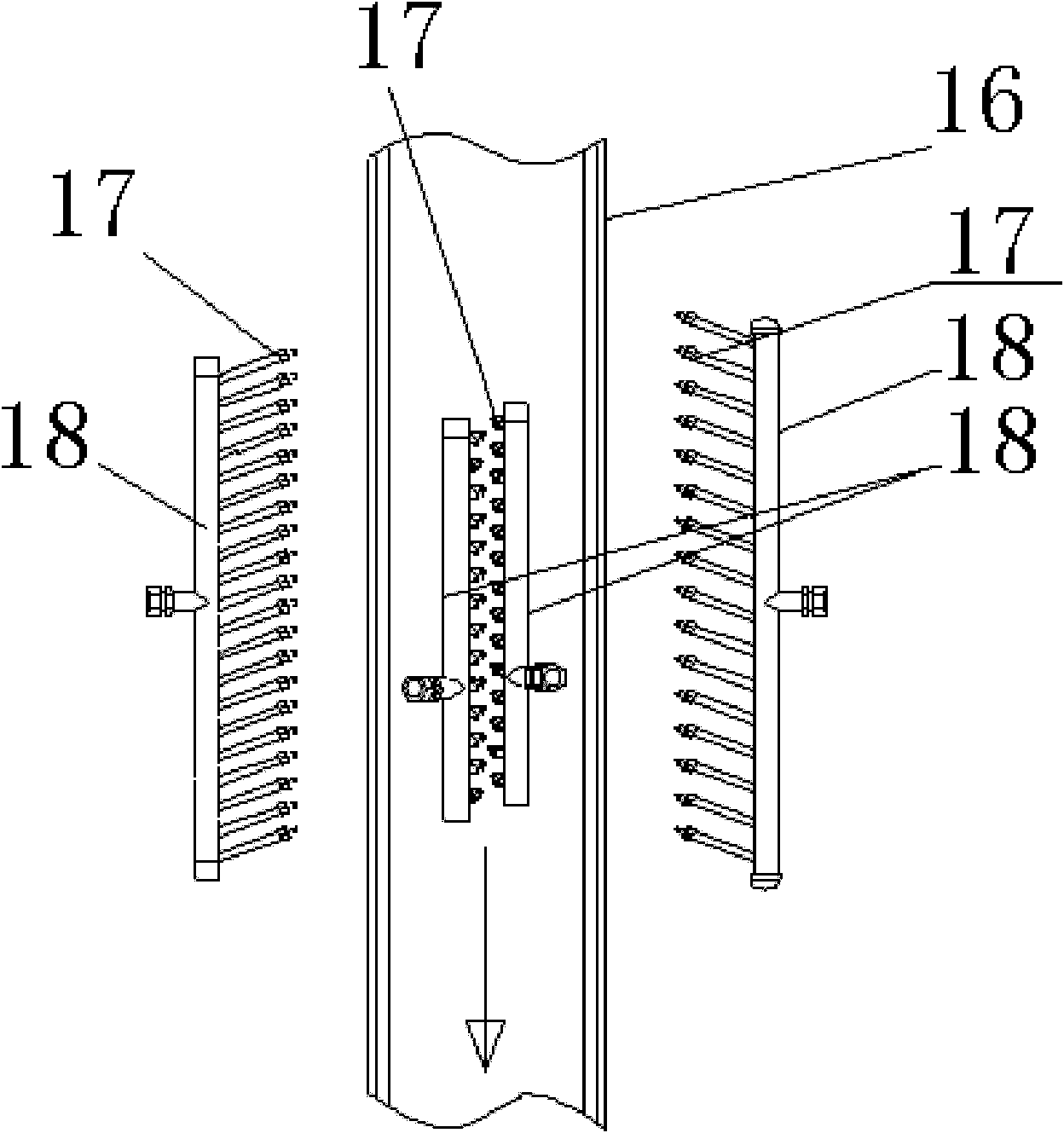
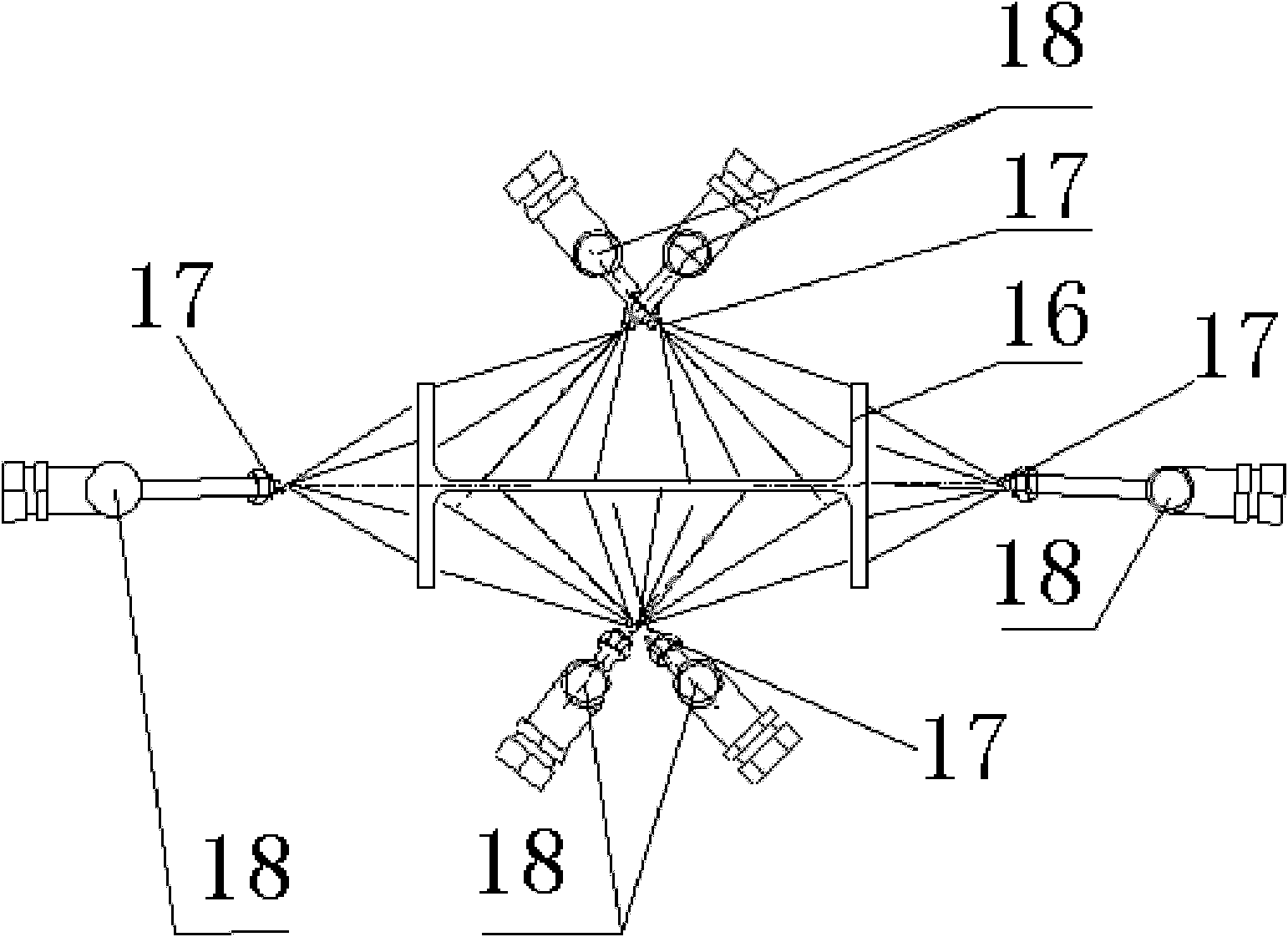
[0056] The hot-rolled H-shaped steel enters the post-rolling cooling system, the cooling nozzles on the cooling nozzles on the upper and lower sides are aligned with the upper and lower R parts of the hot-rolled H-shaped steel, and the cooling nozzles on the cooling nozzles on both horizontal sides are aligned with the hot-rolled H-shaped steel The center of the flange on both sides of the horizontal side is sprayed for cooling, and the cooling water pressure and cooling water flow are controlled through the control system, and the cooling water pressure is controlled at 8MPa; the cooling water flow rate is 600m 3 / hour; control the continuous cooling time of each section on the steel section to 10 seconds; control the cooling rate at 50°C / s.
Embodiment 2
[0058] The hot-rolled H-shaped steel enters the post-rolling cooling system, the cooling nozzles on the cooling nozzles on the upper and lower sides are aligned with the upper and lower R parts of the hot-rolled H-shaped steel, and the cooling nozzles on the cooling nozzles on both horizontal sides are aligned with the hot-rolled H-shaped steel The center of the flange on both sides of the horizontal is sprayed for cooling, and the cooling water pressure and cooling water flow are controlled through the control system, and the cooling water pressure is controlled at 10MPa; the cooling water flow rate is 400m 3 / hour; control the continuous cooling time of each section on the steel section to 10 seconds; control the cooling rate at 40°C / s.
Embodiment 3
[0060] The hot-rolled H-shaped steel enters the post-rolling cooling system, the cooling nozzles on the cooling nozzles on the upper and lower sides are aligned with the upper and lower R parts of the hot-rolled H-shaped steel, and the cooling nozzles on the cooling nozzles on both horizontal sides are aligned with the hot-rolled H-shaped steel The center of the flange on both sides of the horizontal side is sprayed for cooling, and the cooling water pressure and cooling water flow are controlled through the control system, and the cooling water pressure is controlled at 9MPa; the cooling water flow rate is 500m 3 / hour; control the continuous cooling time of each section on the steel section to 12 seconds; control the cooling rate at 30°C / s.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More