

Process for performing casting under negative pressure condition
A technology of casting process and conditions, applied in the field of casting, can solve problems such as difficulty in filling, non-empty cavity, and impact on the quality of castings
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
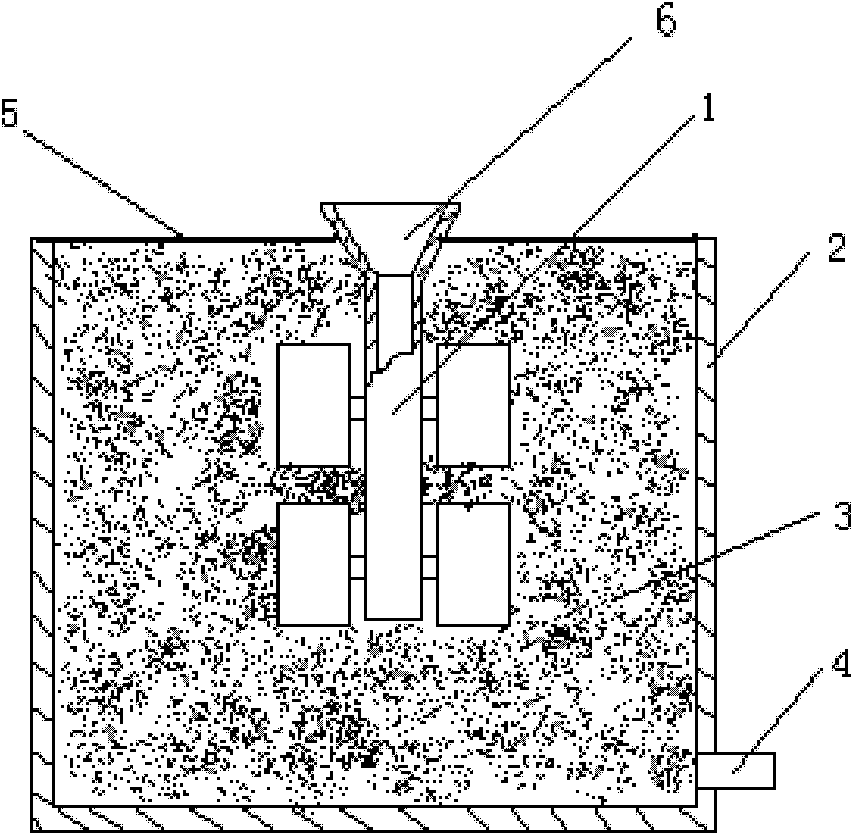
[0011] As shown in the accompanying drawings, the casting process method under the negative pressure condition of the present embodiment, at first prepare the shell 1 with the gate 6 by the investment casting method, and the shell 1 is baked to the predetermined time for 30 minutes to the predetermined time. After the calcination temperature is 1050°C, cool to room temperature and then put it into the heat-resistant flask 2 with the air outlet 4, or place the mold shell 1 prepared by investment casting method directly in the heat-resistant flask with the air outlet 4 2, fill the gap between the shell 1 and the heat-resistant sand box 2 with refractory heat-insulating sand 3, cover the surface of the refractory heat-insulation sand 3 with a heat-resistant sealing layer 5 with a preset thickness, and seal the gate of the shell 1 6. The upper part is exposed on the heat-resistant sealing layer 5. Such mold shell 1, heat-resistant sand box 2, refractory insulating sand 3 and heat-r...
Embodiment 2
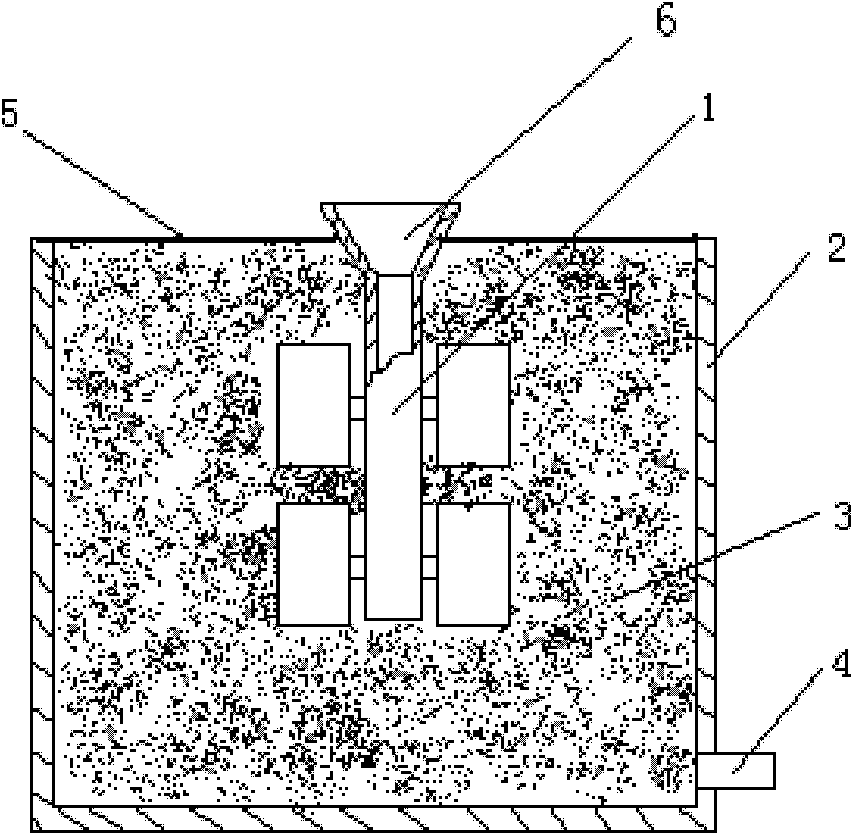
[0013] As shown in the accompanying drawings, the casting process method under the negative pressure condition of the present embodiment, at first prepare the shell 1 with the gate 6 by the investment casting method, and the shell 1 is baked to the predetermined time for 30 minutes to the predetermined time. After the calcination temperature is 1050°C, cool to room temperature and then put it into the heat-resistant flask 2 with the air outlet 4, or place the mold shell 1 prepared by investment casting method directly in the heat-resistant flask with the air outlet 4 2, fill the gap between the shell 1 and the heat-resistant sand box 2 with refractory heat-insulating sand 3, cover the surface of the refractory heat-insulation sand 3 with a heat-resistant sealing layer 5 with a preset thickness, and seal the gate of the shell 1 6. The upper part is exposed on the heat-resistant sealing layer 5. Such mold shell 1, heat-resistant sand box 2, refractory insulating sand 3 and heat-r...
Embodiment 3
[0015] As shown in the accompanying drawings, the casting process method under the negative pressure condition of the present embodiment, at first prepare the shell 1 with the gate 6 by the investment casting method, and the shell 1 is baked to the predetermined time for 30 minutes to the predetermined time. After the calcination temperature is 1050°C, cool to room temperature and then put it into the heat-resistant flask 2 with the air outlet 4, or place the mold shell 1 prepared by investment casting method directly in the heat-resistant flask with the air outlet 4 2, fill the gap between the shell 1 and the heat-resistant sand box 2 with refractory heat-insulating sand 3, cover the surface of the refractory heat-insulation sand 3 with a heat-resistant sealing layer 5 with a preset thickness, and seal the gate of the shell 1 6. The upper part is exposed on the heat-resistant sealing layer 5. Such mold shell 1, heat-resistant sand box 2, refractory insulating sand 3 and heat-r...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More