

Welding fixture for thin-wall part
A technology for welding fixtures and thin-walled parts, which is applied in welding equipment, welding accessories, manufacturing tools, etc., can solve the problems that the contour of the welded parts cannot be corrected, it is difficult to ensure the welding quality, and cannot meet the production requirements, etc., and achieve argon flow Continuous, simple structure, and the effect of improving welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The structure and use of the welding jig for thin-walled parts according to the present invention will be further described below in conjunction with the accompanying drawings.
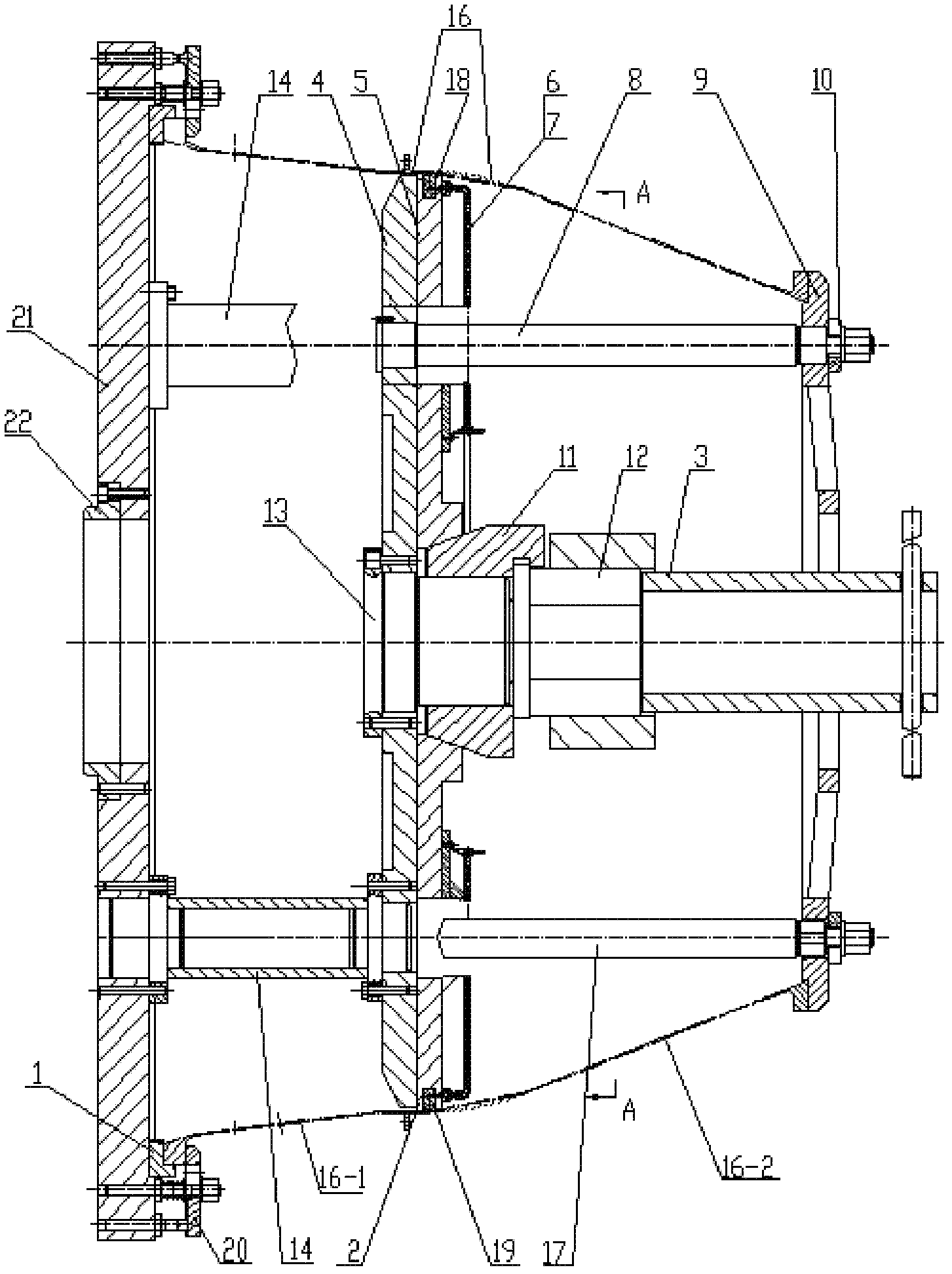
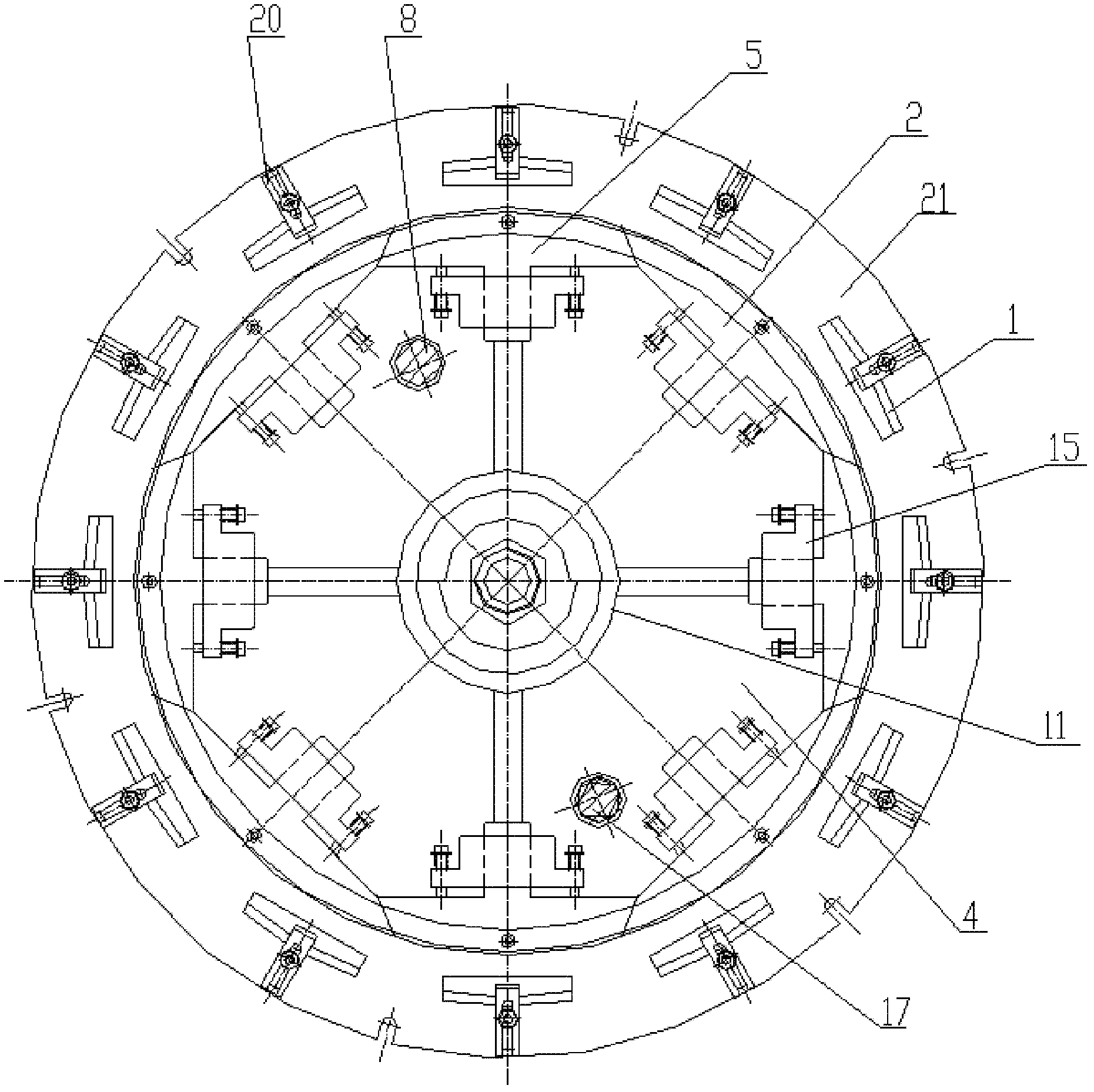
[0028] In this embodiment, the structure of the welding fixture used for thin-walled parts is as follows figure 1 , figure 2 As shown, it includes base 21, supporting plate 4, pressing plate 9, mandrel 22, positioning block 1, pressing block 20, positioning shaft 13, wedge block 11, force transmission nut 12, wrench 3, driving part 5, driven part 2 , the first insert 18, the second insert 19 and the guide 15.
[0029] The base 21 is in the shape of a truncated cone, the support plate 4 is a circular plate, the pressure plate 9 is provided with a circular positioning boss matching the size of the inner surface of the welded part, and the base 21 is connected by four connecting shafts 14 Connected with the support plate 4, the four connecting shafts are distributed on the same circumference, a...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More