

Steel for copper-clad steel and method for producing the same
A technology of copper-clad steel and impurities, which is applied in the field of steel for copper-clad steel and its production, and can solve problems such as cracking, scale pressing, rolling slippage, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
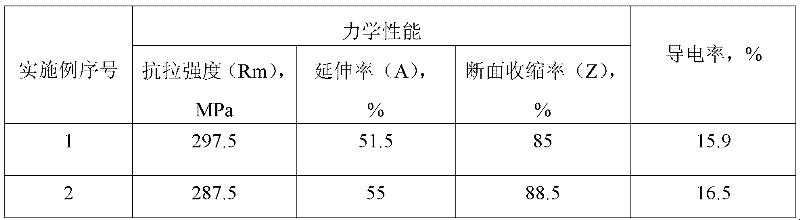
Embodiment 1
[0027] Steel for copper clad steel, its composition and weight percentage are: C: 0.01%, Si: 0.0083%, Mn: 0.12%, Als: 0.01%, P: 0.015%, S: 0.010%, the rest is iron and unavoidable of impurities.
[0028] The method for producing steel for copper clad steel, the steps:
[0029] 1) Smelting and continuous casting into billets;
[0030] 2) The components and weight percentages are C: 0.01%, Si: 0.0083%, Mn: 0.12%, Als: 0.01%, P: 0.015%, S: 0.010%, and the rest are iron and unavoidable impurities. Billet heating, the temperature of the heating section is controlled at 1120-1130°C, and the temperature of the soaking section is controlled at 1080-1090°C;
[0031] 3) Rough rolling is carried out on the high line, and the rolling start temperature is 1030-1040°C;
[0032] 4) Finish rolling is carried out on the high line, the controlled finish rolling inlet temperature is 895-900°C, and the controlled sizing temperature is 890-895°C;
Embodiment 2
[0038] Steel for copper clad steel, its composition and weight percentage are: C: 0.0097%, Si: 0.009%, Mn: 0.072%, Als: 0.008%, P: 0.011%, S: 0.008%, the rest is iron and unavoidable of impurities.
[0039] The method for producing steel for copper clad steel, the steps:
[0040] 1) Smelting and continuous casting into billets;
[0041] 2) The composition and weight percentage are: C: 0.0097%, Si: 0.009%, Mn: 0.072%, Als: 0.008%, P: 0.011%, S: 0.008%, and the rest are iron and unavoidable impurities. Slab heating, the temperature of the heating section is controlled at 1140-1150°C, and the temperature of the soaking section is controlled at 1095-1105°C;
[0042] 3) Rough rolling is carried out on the high line, and the rolling start temperature is 1045-1055 °C;
[0043] 4) Finish rolling is carried out on the high line, the controlled finish rolling inlet temperature is 905-910°C, and the controlled sizing temperature is 900-905°C;
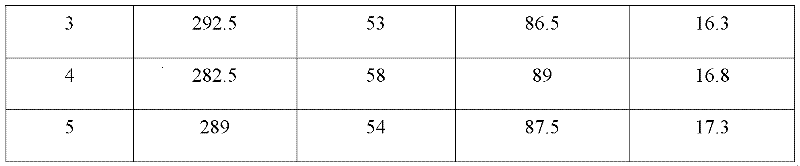
Embodiment 3
[0049] Steel for copper clad steel, its composition and weight percentage are: C: 0.0086%, Si: 0.0081%, Mn: 0.096%, Als: 0.013%, P: 0.009%, S: 0.008%, the rest is iron and unavoidable of impurities.
[0050] The method for producing steel for copper clad steel, the steps:
[0051] 1) Smelting and continuous casting into billets;
[0052] 2) The composition and weight percentage are: C: 0.0086%, Si: 0.0081%, Mn: 0.096%, Als: 0.013%, P: 0.009%, S: 0.008%, and the rest are iron and unavoidable impurities. The billet is heated, the temperature of the heating section is controlled at 1190-1200°C, and the temperature of the soaking section is controlled at 1120-1130°C;
[0053] 3) Rough rolling is carried out on the high line, and the rolling start temperature is 1080-1090°C;
[0054] 4) Finish rolling is carried out on the high line, the controlled finish rolling entrance temperature is 915-920°C, and the controlled sizing temperature is 905-910°C;
[0055]5) Spinning, the spin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More