

Method for preventing blades of whole turbine impeller of high temperature alloy from under-casting
A turbine impeller and high-temperature alloy technology, applied in the direction of casting molds, casting mold components, casting molding equipment, etc., can solve the problems of increasing process difficulty, partial blade undercasting, and easy falling off, so as to improve the inclusion situation and avoid blade undercutting. Casting, improve the effect of comprehensive performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific example 1
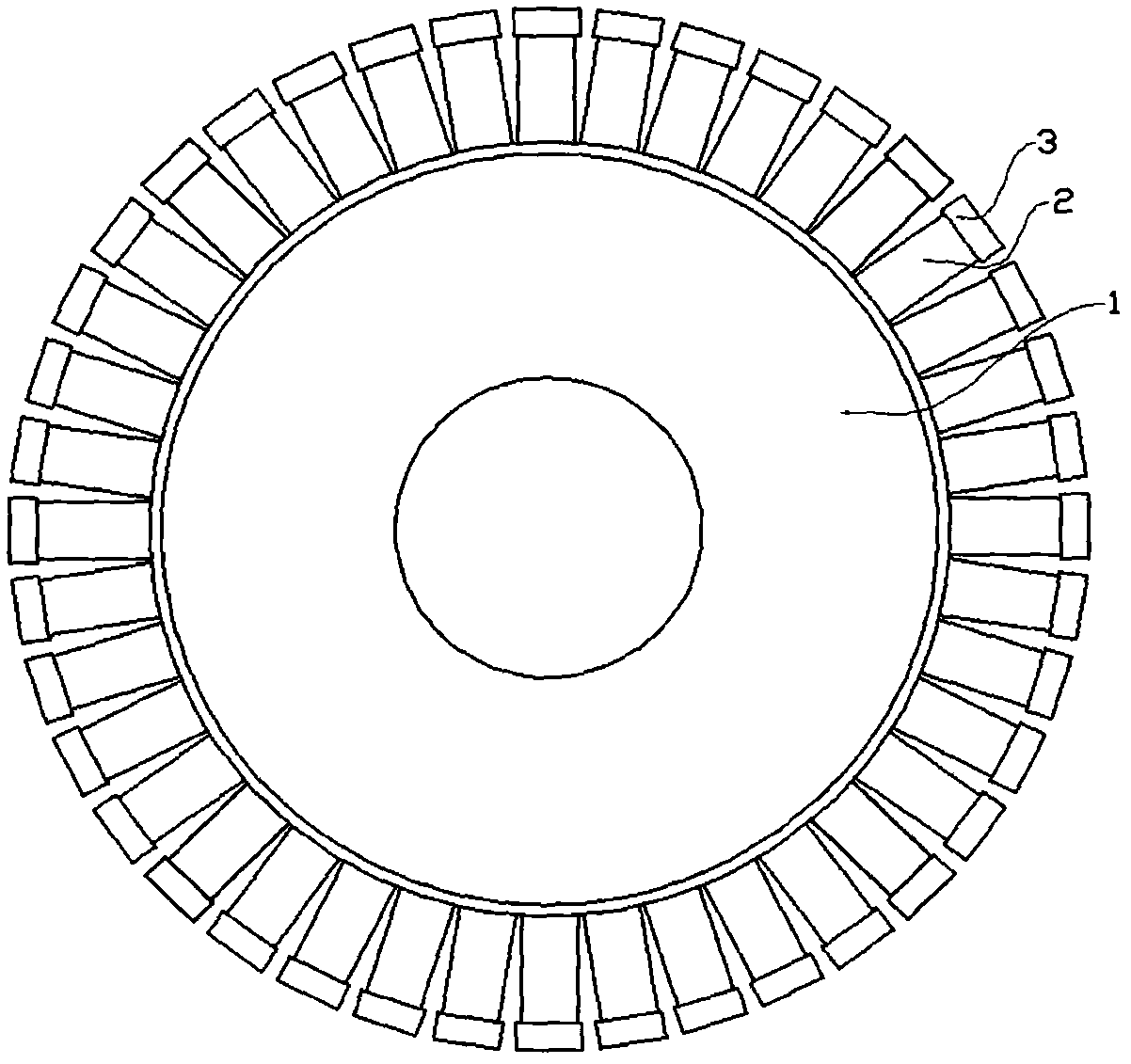
[0014] The overall turbine impeller material is cast nickel-based superalloy K424, the outer diameter of the casting is 240mm, the blade length is 26mm, and the minimum thickness of the blade inlet and exhaust edges is 0.6mm. The shape and size of the wax sheet 3 bonded to the blade tip of the blade 2 of the integral turbine impeller wax model 1 are as follows: thickness 1mm, width 10mm, and length 10mm.
specific example 2
[0016] The overall turbine impeller material is cast nickel-based superalloy K424. The outer diameter of the casting is 380mm, the length of the blade is 50mm, and the minimum thickness of the inlet and outlet sides of the blade is 0.52mm. The shape and size of the similarly shaped wax sheet 3 bonded to the blade tip of the blade 2 of the integral turbine impeller wax mold 1 are: thickness 1mm, width 25mm, and length 20mm.
specific example 3
[0018] The overall turbine impeller material is cast nickel-based superalloy K424. The outer diameter of the casting is 240mm, the length of the blade is 26mm, and the minimum thickness of the inlet and outlet edges of the blade is 0.6mm. The shape and size of the wax sheet 3 bonded to the blade tip of the blade 2 of the integral turbine impeller wax mold 1 are as follows: thickness 2mm, width 10mm, and length 8mm.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More