

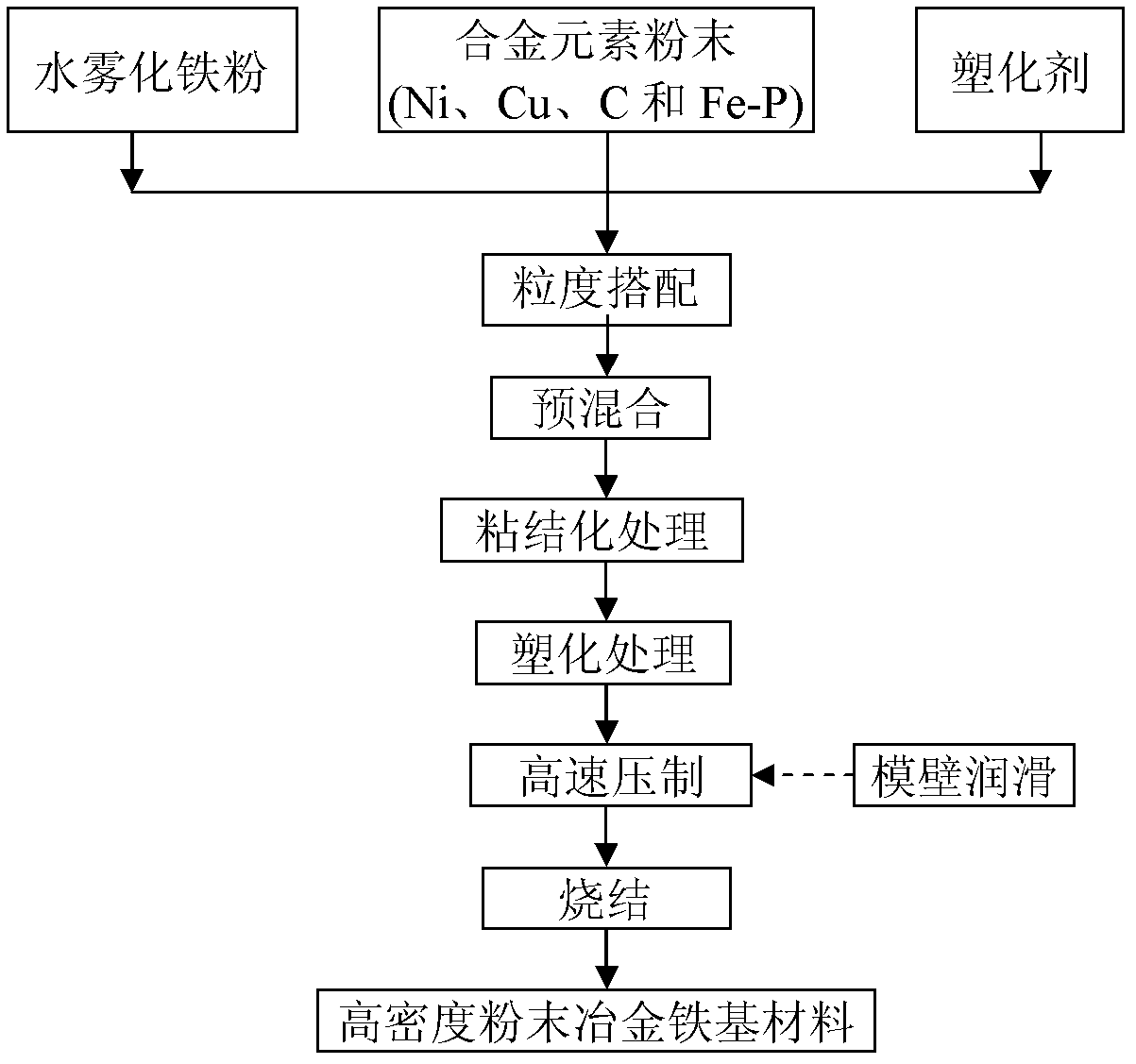
Method for forming bonded iron-based powder by high velocity compaction technology
An iron-based powder, high-speed pressing technology, applied in the field of powder metallurgy, can solve problems such as industrial application limitations, and achieve the effects of improving fluidity, uniform mixing, and uniform alloy composition
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0020] Example 1: High-speed pressing of plasticized iron-based powder (Fe-Ni-Cu-C alloy)
[0021] The nominal composition of the iron-based alloy is Fe-1.5Ni-0.5Cu-0.25C (mass fraction). Using water atomized iron powder as raw material, the particle sizes of Ni, Cu and C powder are 2-5μm, 3-6μm and 0.5-7μm, respectively. The water atomized iron powder of two particle sizes is matched, the particle size of the coarse powder is 130-150μm, the particle size of the fine powder is 50-90μm, and the mass ratio of the coarse powder to the fine powder is 3:1. According to the particle size matching requirements and the iron-based alloy composition, the alloy element powder is added to the water atomized iron powder and the uniform mixing time is 3 hours on the planetary ball mill. Then, 0.8 wt.% of plasticizer is added to the pre-mixed powder, followed by a bonding treatment, and after mixing for 5 hours, a bonded iron-based powder is obtained. The bonded iron-based powder is plasticiz...
Embodiment 2
[0022] Example 2: High-speed pressing of plasticized iron-based powder (pure Fe)
[0023] The water atomized iron powder of two particle sizes is matched, the particle size of the coarse powder is 130-150μm, the particle size of the fine powder is 50-90μm, and the mass ratio of the coarse powder to the fine powder is 3:1. Pre-mix the mixed powders of coarse and fine particle sizes on a planetary ball mill, and the mixing time is 2 hours. Then, 0.4 wt.% of plasticizer is added to the pre-mixed powder, and then mixed for 3 hours to obtain a cemented iron-based powder. The cemented iron-based powder is plasticized at 750°C in a hydrogen atmosphere. The heating process is as follows: heating to 200°C at a heating rate of 1°C / min, holding for 1 hour, and then heating at a heating rate of 5°C / min After the temperature reaches 450°C, it is kept for 1 hour, and finally heated to the final temperature of 750°C at a heating rate of 15°C / min, and then kept for 2 hours to obtain the plastic...
Embodiment 3
[0024] Example 3: High-speed pressing of plasticized iron-based powder (Fe-P alloy)
[0025] The nominal composition of the iron-based alloy is Fe-0.35wt.%P (mass fraction). Using water atomized iron powder as the raw material, the particle size of the iron-phosphorus alloy powder is 4-10μm. The water atomized iron powder with two particle sizes of coarse and fine particles is matched, the particle size of the coarse powder is 130-150μm, the particle size of the fine powder is 50-90μm, and the mass ratio of the coarse powder to the fine powder is 4:1. According to the particle size matching requirements and the iron-based alloy composition, the alloy element powder is added to the water atomized iron powder and pre-mixed on a planetary ball mill. The mixing time is 2 hours. Then, 0.6 wt.% of plasticizer was added to the pre-mixed powder, and then mixed for 3 hours, and the heating rate during the plasticizing treatment was 10° C. / min to obtain the cemented iron-based powder. Th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More