Non-circular machining control device and control method
A cutting and control device technology, applied in digital control, metal processing equipment, electrical program control, etc., can solve the problems of poor machining accuracy, complex adjustment, low efficiency, etc., and achieve fast machining speed, accurate calculation, and high efficiency. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Example Embodiment
[0029] Example one:
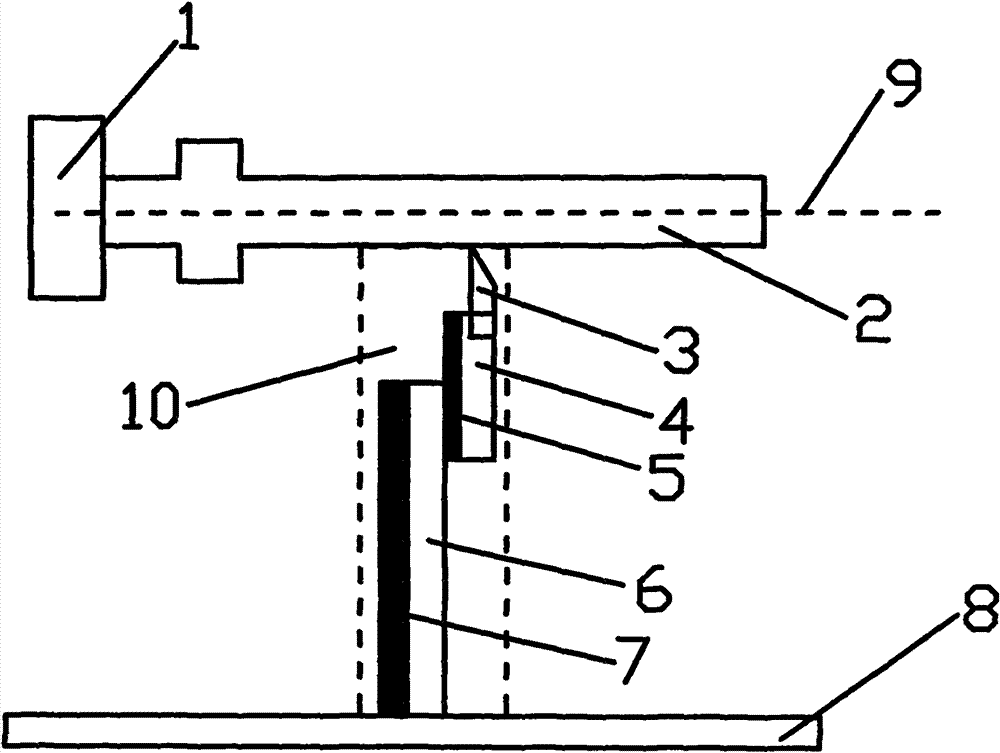
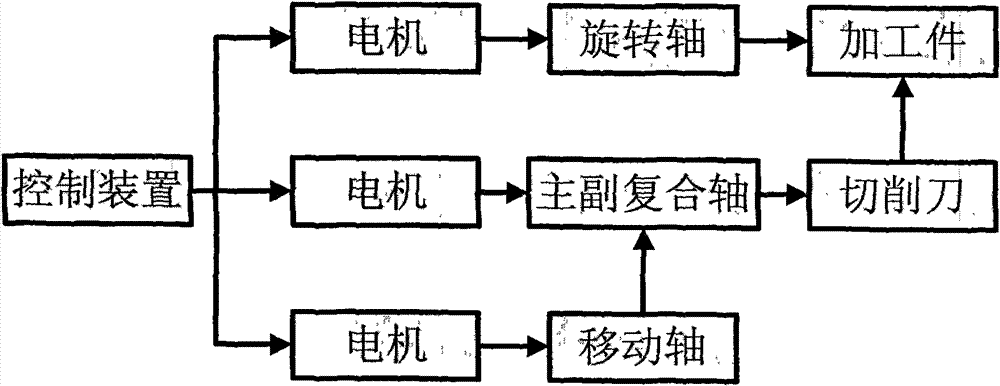
[0030] Such as figure 1 , figure 2 , A non-circular processing control device, comprising: a control device, a rotating shaft 1, a main and auxiliary composite processing shaft 10, a cutting knife 3, a moving shaft 8, and a motor;
[0031] The control device calculates the shape of the workpiece 2 and converts it into an interpolation algorithm to control the movement of the rotating axis 1, the main and auxiliary composite machining axis 10, and the moving axis 8;
[0032] The rotating shaft 1 is driven by a motor and is used to drive the non-circular workpiece 2 to rotate; the main and auxiliary composite machining shaft 10 is composed of a main shaft 6 and a counter shaft 4. The counter shaft 4 is mounted on the main shaft 6 and can be mounted on the main shaft. 6 to move; the main shaft 6 is driven by a linear motor 7, the secondary shaft 4 is driven by a linear motor 5, the cutting tool 3 is mechanically fixedly mounted on one end of the secondary shaft 4;...
Example Embodiment
[0035] Embodiment two:
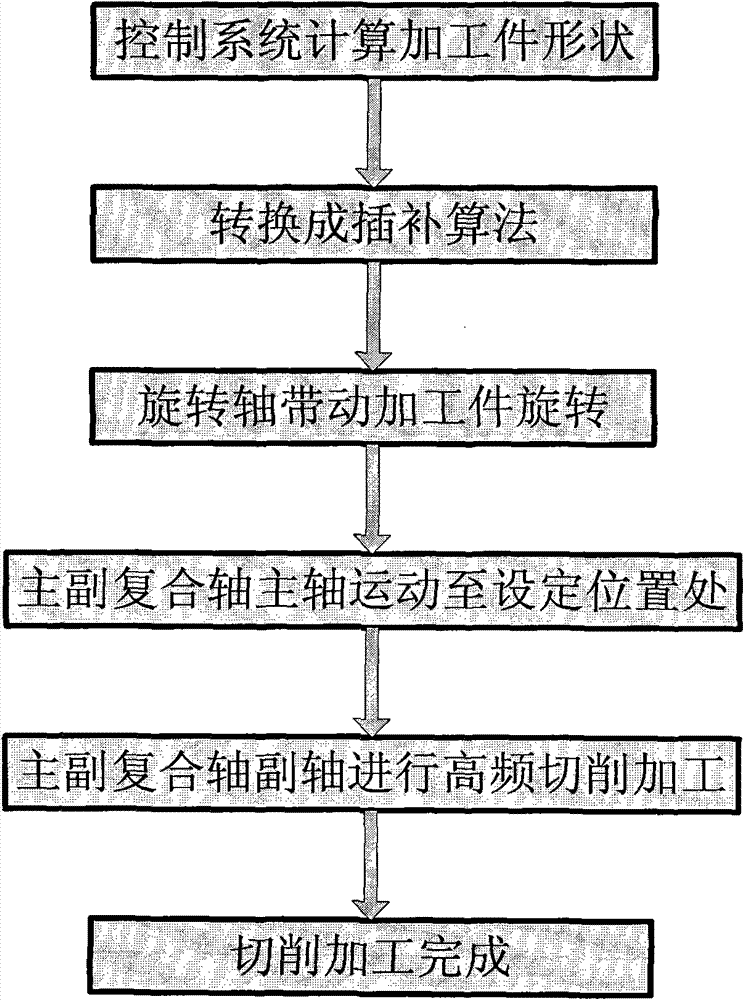
[0036] Such as image 3 , A non-circular cutting processing control method, the processing control method includes the following steps:
[0037] Step 1. Calculate the shape of the non-circular workpiece 2 by polar coordinates and convert it to the interpolation algorithm of the control system; the workpiece can have various shapes;
[0038] Step 2. The rotating shaft 1 drives the workpiece 2 to rotate;
[0039] Step 3. The control system controls the cutting axis to perform cutting processing; the cutting axis is the primary and secondary composite machining axis 10, and the main shaft 6 moves to the set position of the workpiece to stop. After the main shaft 6 stops, the secondary shaft 4 drives the cutting tool 3 to start High-frequency forward and retreat cutting interpolation movement; among them, the main shaft 6 is mainly used for large-stroke rapid movement, and the secondary shaft 4 is mainly used for small-stroke high-frequency cutting;
[0040] Step ...
PUM
 Login to view more
Login to view more Abstract
Description
Claims
Application Information
 Login to view more
Login to view more - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap