Filling medium of extruded pipe joint and its manufacturing process of extruded pipe joint
A manufacturing process and a medium-filling technology, which is applied to the field of filling medium for extruded pipe through-pieces, can solve the problems of high equipment cost, technical difficulty, slow development, etc., and achieves simple and convenient extrusion, reduced production cost, and easy industrialized production. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
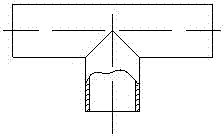
[0020] Such as figure 1 As shown, it is a T-shaped tee with an outer diameter of Φ12. First, the filling medium for the extruded pipe fitting is prepared, and the industrial salt NaCl 30% is 600g and the ammonium bicarbonate NH4HCO3 70% is 1400g and mixed evenly.
[0021] The manufacturing process steps of extruded pipe fittings are as follows:
[0022] 1. Cutting the pipe fittings, intercepting 50 copper pipes with an outer diameter of Φ12 and a length of 80mm;
[0023] 2. Use a powder filling machine to fill the pipe-through parts after blanking in step 1 with medium, and measure the filling density so that the extrusion length requirement is met. The measured density is 0.5g / ;
[0024] 3. Extrude the pipe fitting after filling the medium in step 2 with a hydraulic press, and there is no time interval between the completion of the filling medium process in the described step 2 and the beginning of the extrusion process in the step 3;
[0025] 4. Place the extruded pipe fit...
Embodiment 2
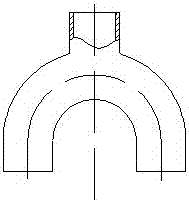
[0029] Such as figure 2 As shown, it is a Y-shaped tee with an outer diameter of Φ9.0. First, prepare the filling medium for the extruded pipe fittings, and mix them uniformly according to industrial salt NaCl 99% in total 2970g and ammonium bicarbonate NH4HCO3 1% in total 30g.
[0030] The manufacturing process steps of extruded pipe fittings are as follows:
[0031] 1. Cutting the pipe fittings, intercepting 100 iron pipes with an outer diameter of Φ9.0 and a length of 80mm;
[0032] 2. Use a powder filling machine to fill the pipe-through parts after blanking in step 1 with medium, and measure the filling density so that the extrusion length requirement is met. The measured density is 2.0g / ;
[0033] 3. Extrude the pipe fitting after filling the medium in step 2 with a hydraulic press, and the interval between the completion of the filling medium process in the described step 2 and the start of the extrusion process in the step 3 is 12 hours;
[0034] 4. Temper the extru...
Embodiment 3
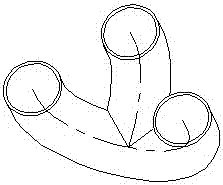
[0041] Such as image 3As shown, it is a three-jaw type tee with an outer diameter of Φ9.5. First, prepare the filling medium for the extruded pipe fitting, and mix evenly according to 1625g of industrial salt NaCl 65% and 875g of ammonium bicarbonate NH4HCO3 35%.
[0042] The manufacturing process steps of extruded pipe fittings are as follows:
[0043] 1. Cutting the pipe fittings, intercepting 50 aluminum pipes with an outer diameter of Φ9.5 and a length of 100mm;
[0044] 2. Use a powder filling machine to fill the pipe-through parts after blanking in step 1 with medium, and measure the filling density so that the extrusion length requirement is met. The measured density is 3.5g / ;
[0045] 3. Squeeze the pipe fitting after filling the medium in step 2 with a hydraulic press, and the interval between the completion of the filling medium process in the described step 2 and the start of the extrusion process in the step 3 is 72 hours;
[0046] 4. Temper the extruded pipe fi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com