

Numerical control brake-pressing method considering springback compensation
A processing method and springback compensation technology, applied in the direction of digital control, electrical program control, etc., can solve the problems that cannot meet the accuracy of brake forming of aviation sheet metal parts, different materials, etc., achieve intuitive and accurate relationship tables, and eliminate errors , The effect of saving materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0018] The numerical control brake pressure processing method considering springback compensation in this embodiment includes the following steps:
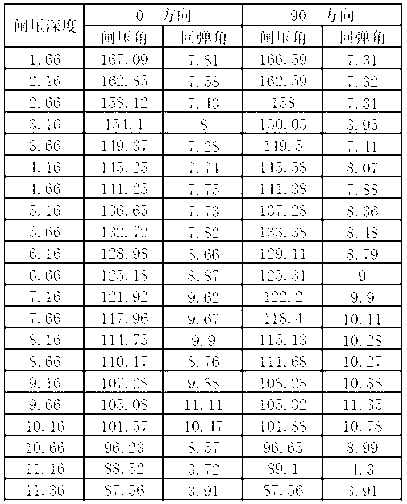
[0019] The first step is to make the gate pressure test plate according to the material and thickness of the gate pressure parts.
[0020] The material of the sheet metal part to be formed by brake pressing in this embodiment is SUS301 stainless steel with a thickness of 0.8 mm, and the rolling direction of the sheet metal part is divided into two directions of 0° and 90°. Among them, the sheet metal parts in the 0° direction need to be pressed into 150°, 132°, 120° and 115°, and the sheet metal parts in the 90° direction need to be pressed into 145, 130°, 124° and 116°. According to the material and thickness of the sheet metal parts to be pressed and formed, the experimental sheet material used in this embodiment is SUS301 stainless steel, with a thickness of 0.8 mm, a length of 150 mm, and a width of 50 mm.
[0021] In the sec...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More