

Demagnetization method of high-strength steel narrow gap welding groove
A welding groove and narrow gap technology, applied in welding equipment, magnetic objects, arc welding equipment, etc., can solve the problems of high control requirements, adverse effects of weld penetration and weld formation, and low current density at the center of the weld and other problems, to achieve the effect of strong engineering adaptability, improved demagnetization effect, and low implementation cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0025] The implementation and implementation process of the present invention will be described in detail below in conjunction with the accompanying drawings, but the scope of protection of the present invention is not limited to the following examples. Before welding, the invention reduces the residual magnetism of the groove through specific point solid welding and the installation of an arc striker, and then uses a pulse demagnetizer to demagnetize the single-U or double-U-shaped groove several times according to different processes, and replaces it after each demagnetization The demagnetizer coil box moves in the direction until the residual magnetism of the groove drops below a certain value, and the demagnetization operation ends. details as follows:
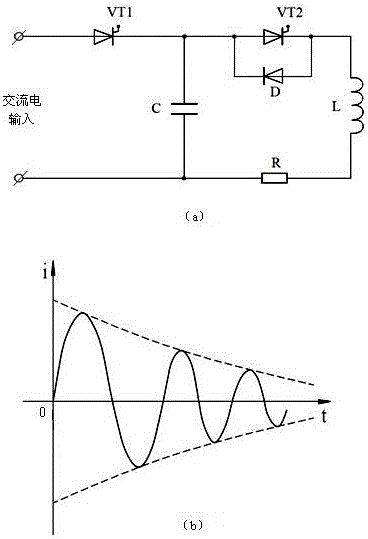
[0026] figure 1 Indicates the basic circuit principle of the pulse demagnetizer, where figure 1 (a) for the pulse demagnetizer RLC Oscillating circuit principle, figure 1 (b) is the oscillating current i decay cu...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More