Pulse arc welding control method
A control method and pulsed arc technology, applied in arc welding equipment, welding equipment, manufacturing tools, etc., can solve the problems of large external inductance value and failure to maintain waveform
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0080] Hereinafter, embodiments of the present invention will be described with reference to the drawings.
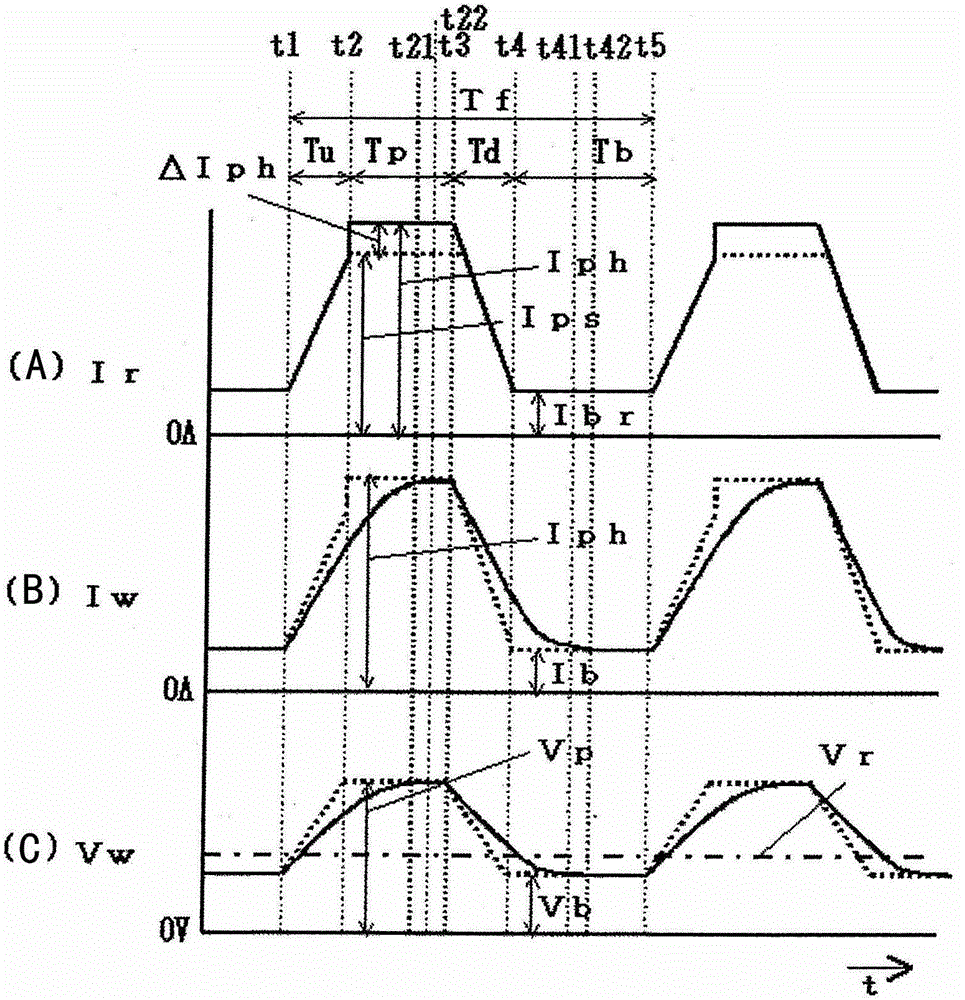
[0081] figure 1 It is a current and voltage waveform diagram showing the pulse arc welding control method according to the embodiment of the present invention when the external inductance value is large. The graph (A) shows the time change of the welding current setting signal Ir, the graph (B) shows the temporal change of the welding current Iw, and the graph (C) shows the temporal change of the welding voltage Vw. Since the external inductance value is large, this figure is a case where the rising speed Bd of the welding current Iw in the peak rising period Tu is lower than the reference speed Bt. This figure corresponds to the above Figure 5 . In this figure, the standard peak current setting Ips vs. Figure 4 as well as Figure 5 The peak current setting value Ipr is the same value. Hereinafter, description will be made with reference to this figure.
[0082...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More