

Process method for secondary cold extrusion forming of large-diameter outer spline
A technology of extrusion forming and process method, which is applied in the field of mechanical processing, and can solve problems such as the inability to directly apply torsion shaft processing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0024] The specific process of this method is:
[0025] 1. Preparation:
[0026] Knife: The inclined iron design is added, and the knife is designed into a wedge-shaped structure together, with a wedge angle of 0.5°. During manufacture, the cutting tool and inclined iron are ground in the same group to ensure uniform angles and engrave the same group logo.
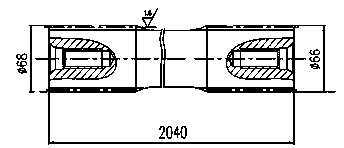
[0027] Workpiece: The splines at both ends of the torsion shaft are finely turned according to the size before cold extrusion, with a roughness of 1.6, and surface defects such as scale and rust are not allowed;
[0028] The workpiece is spheroidized and annealed, and the hardness is 190HB~215HB;
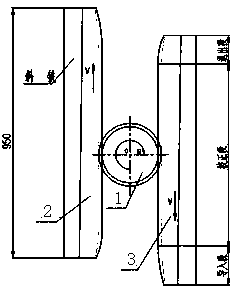
[0029] Wedge mechanism installation: connect the wedge mechanism with the left and right brackets of the machine tool according to the requirements of the design drawing, align the engraved line with an angle ruler, and make the middle point of the left (or right) tool shaping section equal to the workpiece rotation center, and...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More