

Method for welding heat dissipation base plates
A heat dissipation bottom plate and welding method technology, applied in welding equipment, non-electric welding equipment, arc welding equipment, etc., can solve problems such as unbearable welding pressure, improve and repair weld structure and performance, ensure weld quality, control The effect of welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] This embodiment provides a welding method for a heat dissipation bottom plate, comprising the following steps:
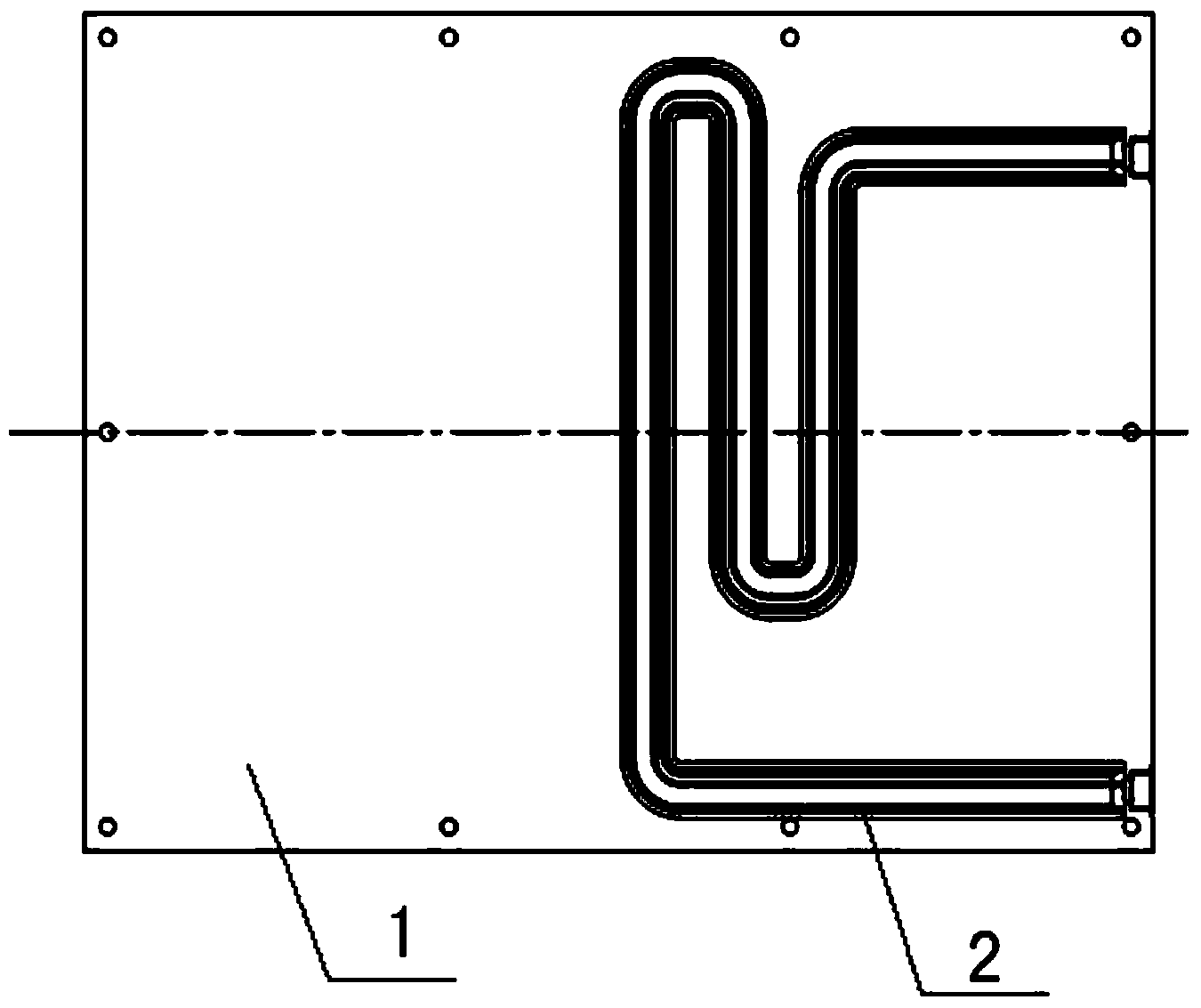
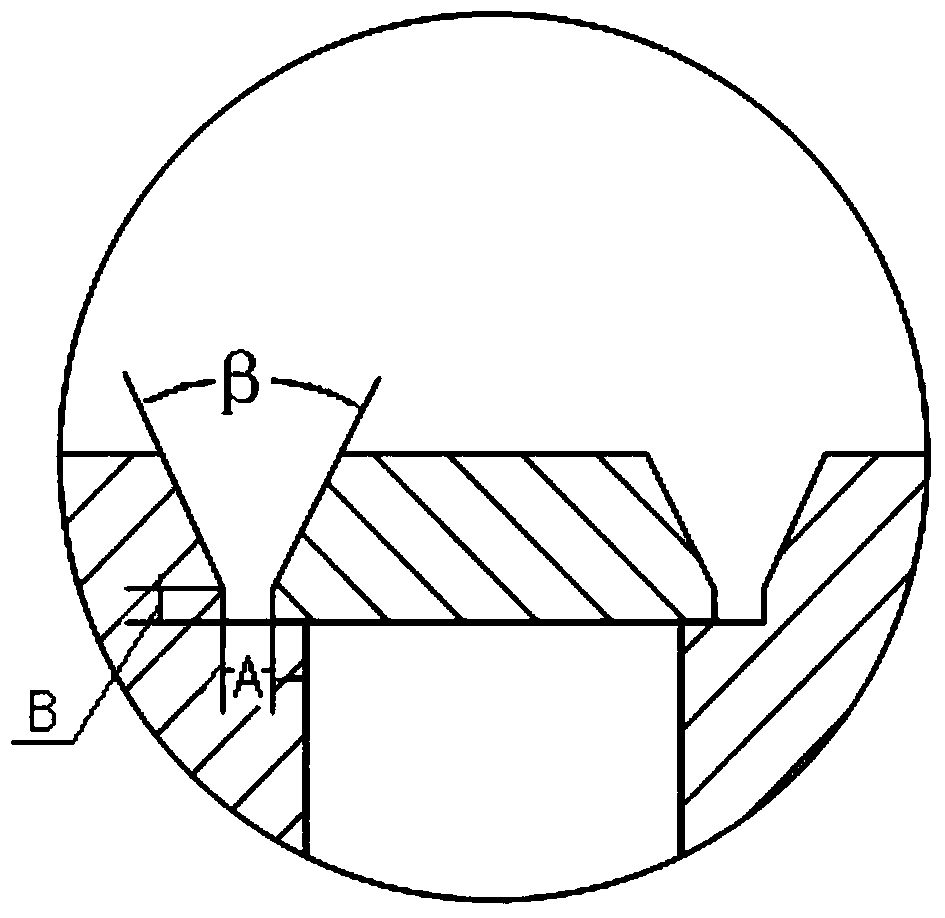
[0033] (1) Process the heat dissipation bottom plate: the heat dissipation bottom plate includes a bottom plate 1 and a cover plate 2, such as figure 1 shown. The material grade of the bottom plate 1 and the cover plate 2 is 5A06 aluminum alloy, wherein the thickness of the bottom plate 1 is 40 mm, and the total thickness of the cover plate 2 is 14 mm. Bottom plate 1 and cover plate 2 are processed by CNC milling method, and the welding seam is processed into trumpet-shaped groove 3, such as figure 2 shown. The gap of the horn-shaped groove 3 is A, the length of A is 3mm, the angle of the horn-shaped groove 3 is β, and β is 50 °, the blunt side of the horn-shaped groove 3 is B, and the length of B is 2mm.
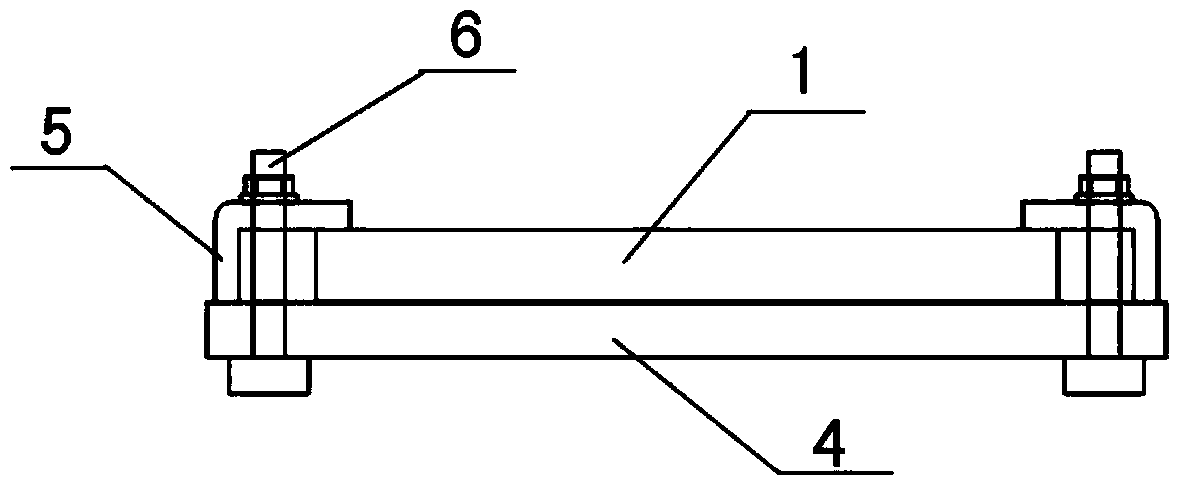
[0034] (2) Clean the bottom plate 1 and the cover plate 2 with NaOH solution, and assemble the bottom plate 1 and the cover plate 2 on the welding too...
Embodiment 2
[0042] This embodiment provides a welding method for a heat dissipation bottom plate, comprising the following steps:
[0043](1) Process the heat dissipation bottom plate: the heat dissipation bottom plate includes a bottom plate 1 and a cover plate 2 . The material grade of the bottom plate 1 and the cover plate 2 is 5A06 aluminum alloy, wherein the thickness of the bottom plate 1 is 40 mm, and the total thickness of the cover plate 2 is 14 mm. The bottom plate 1 and the cover plate 2 are machined by numerical control milling, and the welds are processed into trumpet-shaped grooves 3 . The gap of the horn-shaped groove 3 is A, the length of A is 3mm, the angle of the horn-shaped groove 3 is β, and β is 50 °, the blunt side of the horn-shaped groove 3 is B, and the length of B is 2mm.
[0044] (2) Clean the bottom plate 1 and the cover plate 2 with NaOH solution, and assemble the bottom plate 1 and the cover plate 2 on the welding tool after cleaning. refer to image 3 , T...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More