

A kind of preparation method of oriented high silicon electrical steel
A high-silicon electrical steel and orientation technology, applied in the field of metallurgy, can solve the problems of high energy consumption and low efficiency, achieve the effects of reducing plastic toughness, increasing strength, and avoiding low efficiency of heating furnaces
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] It is smelted according to the set composition and cast into a slab at 1400~1600°C, and its composition contains C0.05%, Si4.0%, Mn1.0%, Als0.20%, N0.01%, S0.02 by weight percentage %, P0.10%, the balance is Fe;
[0033] Heat the billet to 1000°C for soaking treatment, holding time for 5 minutes; then perform hot rolling, the starting temperature is 900°C, the final rolling temperature is 750°C, and the hot rolling reduction rate is 50%, to obtain a hot-rolled steel plate;
[0034] The hot-rolled steel plate is pickled to remove the surface oxide layer, and then the rolling method with intermediate annealing is adopted. The first rolling temperature is room temperature, and the reduction rate is 95%. The second rolling temperature is room temperature, and the reduction rate is 95%. The rate is 50%; the hot-rolled steel plate is processed to 0.10 mm to obtain a thin steel plate; intermediate annealing is carried out between the first and second rolling, the annealing tem...
Embodiment 2
[0038] It is smelted according to the set composition and cast into a billet at 1400~1600°C, and its composition contains C0.06%, Si6.55%, Mn0.01%, Als0.006%, N0.008%, S0.06 by weight percentage %, P0.008%, the balance is Fe;
[0039] Heating the cast slab to 1200°C for soaking treatment, holding time for 600 minutes; then hot rolling, the starting temperature is 1180°C, the final rolling temperature is 1000°C, the hot rolling reduction rate is 90%, and the hot rolled steel plate is obtained;
[0040] The hot-rolled steel plate is pickled to remove the surface oxide layer, and then three rolling methods including intermediate annealing are adopted. The first two rolling temperatures are 400°C and 200°C, and the reduction rates are 40% and 95%, respectively. The rolling temperature is 150°C, the reduction rate is 50%, and the hot-rolled steel plate is processed to 0.10mm to obtain a thin steel plate; intermediate annealing is performed between two adjacent rollings, the anneali...
Embodiment 3
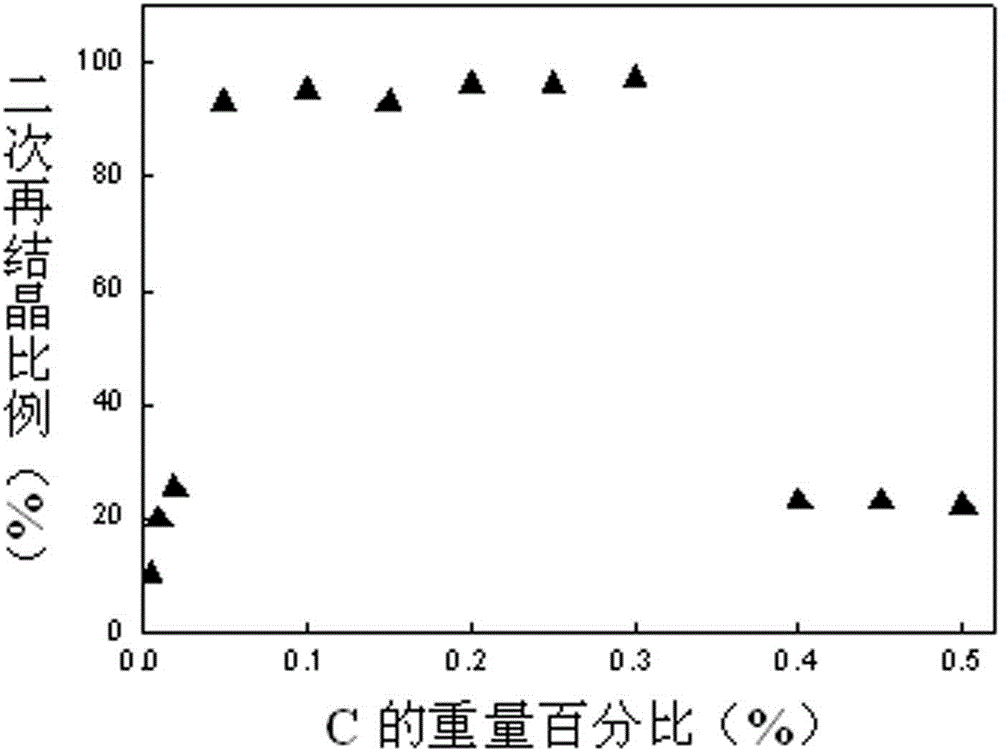
[0044] It is smelted according to the set composition and cast into a billet at 1400~1600°C, and its composition contains C0.30%, Si7.0%, Mn0.05%, Als0.05%, N0.001%, S0.006 by weight percentage %, P0.006%, the balance is Fe;
[0045] Heating the billet to 1100°C for soaking, holding time for 300 minutes; then hot rolling, the starting temperature is 1000°C, the final rolling temperature is 800°C, the hot rolling reduction rate is 95%, and the hot rolled steel plate is obtained;
[0046] The hot-rolled steel plate is pickled to remove the surface oxide layer, and then the double rolling method with intermediate annealing is adopted. The first rolling temperature is 300°C, the reduction rate is 40%, and the second rolling temperature is 300°C. , the reduction rate is 92%; the hot-rolled steel plate is processed to 0.20 mm to obtain a thin steel plate; intermediate annealing is carried out between the first and second rolling, the annealing temperature is 900 ° C, and the time is...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More