

A cemented carbide radial bearing body for a screw drilling tool and its production method
A cemented carbide, radial bearing technology, applied in the direction of bearing components, shafts and bearings, mechanical equipment, etc., can solve the problems of increasing wear resistance time, easy deformation of radial bearings, short life, etc., to change the impact strength, The effect of accelerating the cooling rate and reducing the frequency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] Embodiment one: the steps that comprise are as follows:
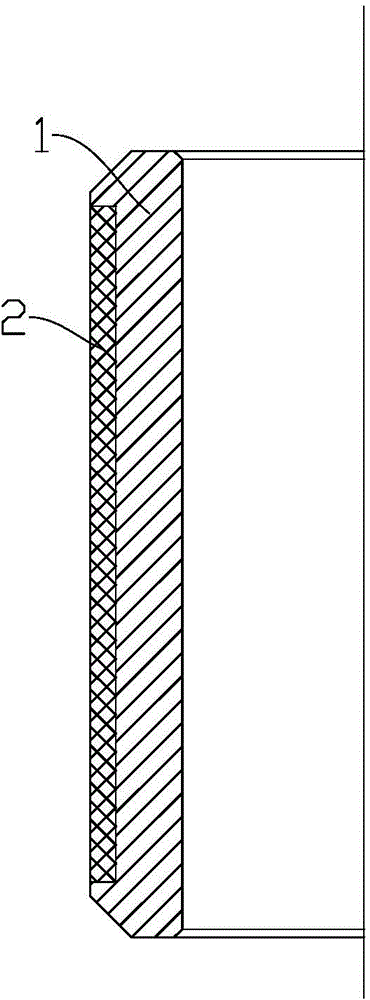
[0051] a) The step of producing the cemented carbide strip 2; when producing the cemented carbide strip 2, the mass ratio of cobalt powder is 8%, and tantalum and / or niobium rare metals with a mass ratio of 0.2% are added; the rest is tungsten powder ;
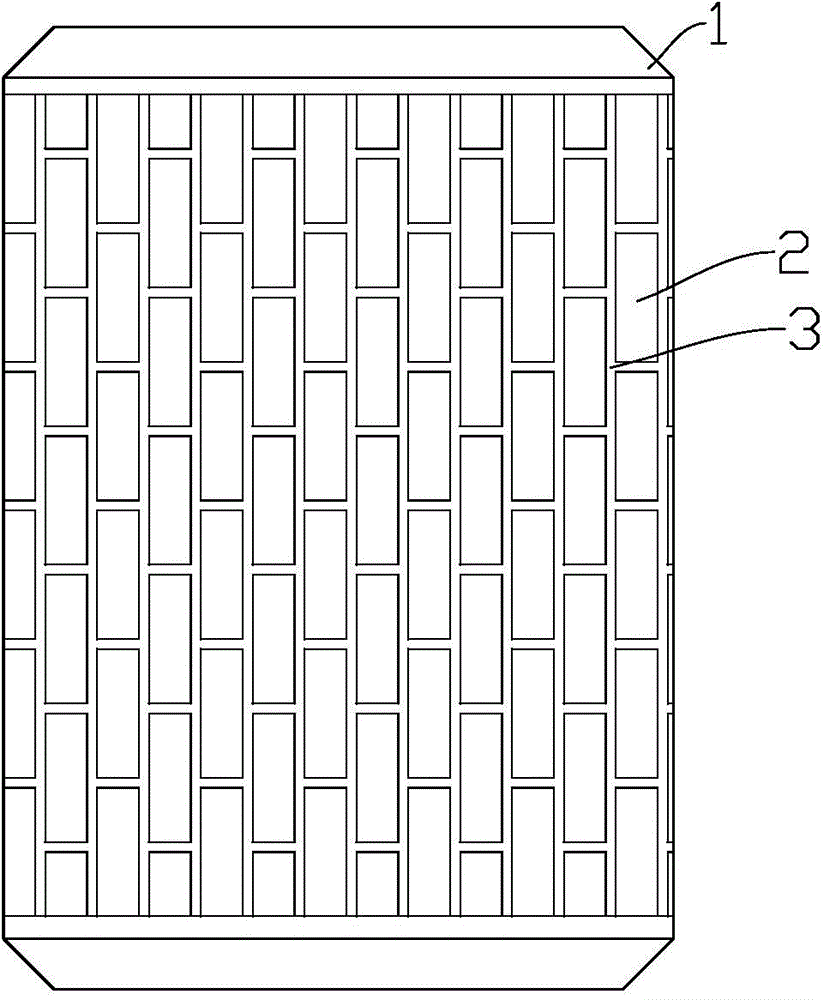
[0052] b) the step of making said inner steel body 1;
[0053] c) Steps for making the bushing 5;
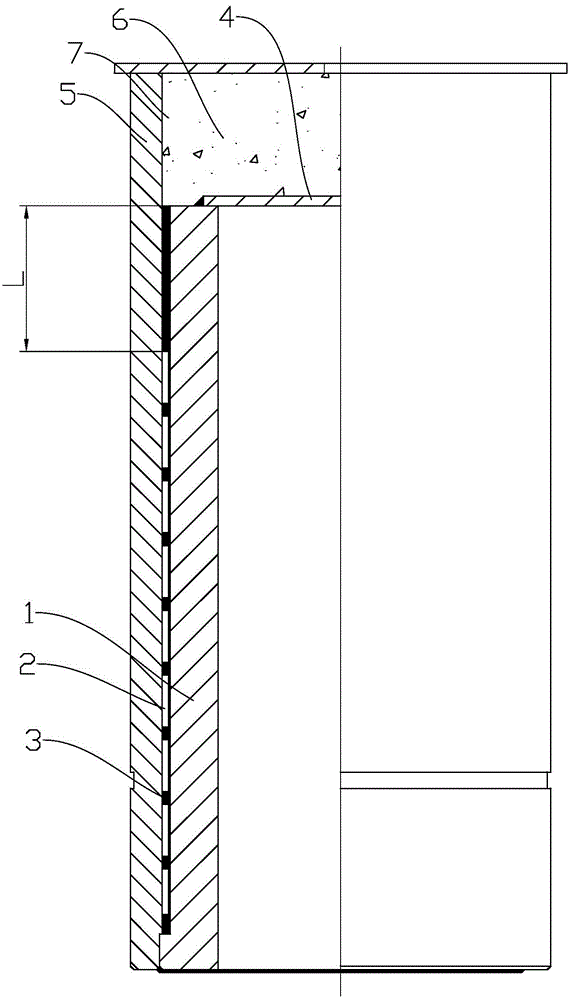
[0054] d) a step of welding the cover plate 4 on the top end of the inner steel body 1;
[0055] e) The step of bonding the cemented carbide strips 2 on the surface of the inner steel body 1; gaps are provided between the cemented carbide strips 2;
[0056] f) The step of loading the inner steel body 1 with the cover plate 4 welded and the cemented carbide strip 2 bonded into the bushing 5;
[0057] The length L between the top surface of the inner steel body 1 and the uppermost cemented carbide strip 2 is 45mm;
[0058] g) the step of filling the gaps between...
Embodiment 2
[0066] Embodiment two: the steps that comprise are as follows:
[0067] a) The step of producing the cemented carbide strip 2; when producing the cemented carbide strip 2, the mass ratio of cobalt powder is 10%, and tantalum and / or niobium rare metals with a mass ratio of 0.3% are added; the rest is tungsten powder ;
[0068] b) the step of making said inner steel body 1;
[0069] c) Steps for making the bushing 5;
[0070] d) a step of welding the cover plate 4 on the top end of the inner steel body 1;
[0071] e) The step of bonding the cemented carbide strips 2 on the surface of the inner steel body 1; gaps are provided between the cemented carbide strips 2;
[0072] f) The step of loading the inner steel body 1 with the cover plate 4 welded and the cemented carbide strip 2 bonded into the bushing 5;
[0073] The length L between the top surface of the inner steel body 1 and the uppermost cemented carbide strip 2 is 50 mm;
[0074] g) The step of filling the gaps betwe...
Embodiment 3
[0082] Embodiment three: the steps that comprise are as follows:
[0083] a) The step of producing the cemented carbide strip 2; when producing the cemented carbide strip 2, the mass ratio of cobalt powder is 8.5%, and tantalum and / or niobium rare metals with a mass ratio of 0.23% are added; the rest is tungsten powder ;The " / " represents the relationship of or;
[0084] b) the step of making said inner steel body 1;
[0085] c) Steps for making the bushing 5;
[0086] d) a step of welding the cover plate 4 on the top end of the inner steel body 1;
[0087] e) The step of bonding the cemented carbide strips 2 on the surface of the inner steel body 1; gaps are provided between the cemented carbide strips 2;
[0088] f) The step of loading the inner steel body 1 with the cover plate 4 welded and the cemented carbide strip 2 bonded into the bushing 5;
[0089] The length L between the top surface of the inner steel body 1 and the uppermost cemented carbide strip 2 is 53mm;
...
PUM
| Property | Measurement | Unit |
|---|---|---|
| crystal size | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More