

Preparation method, equipment and product of powder sintered porous filter element
A filter element and powder technology, which is applied in the field of preparation of powder sintered porous filter elements, can solve the problems of affecting the use of filter elements, uneven particle size of particles, and inconsistent filtration performance and filtration accuracy.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
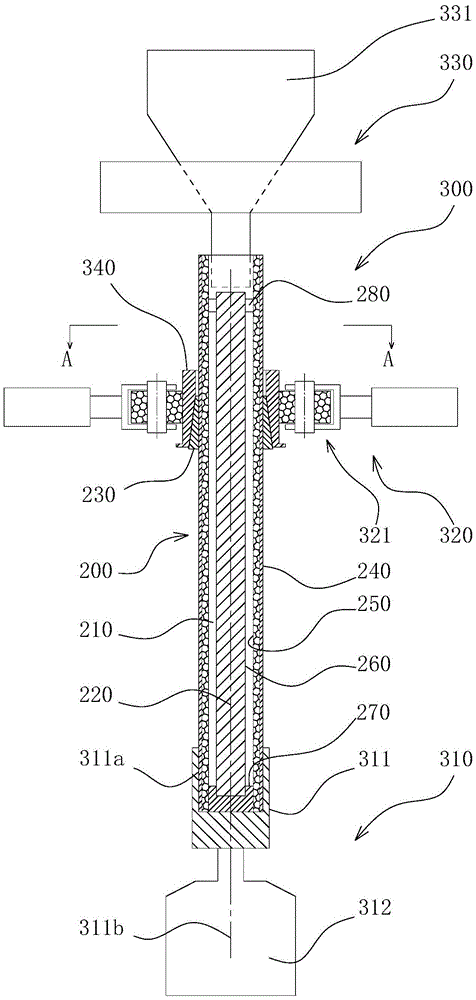
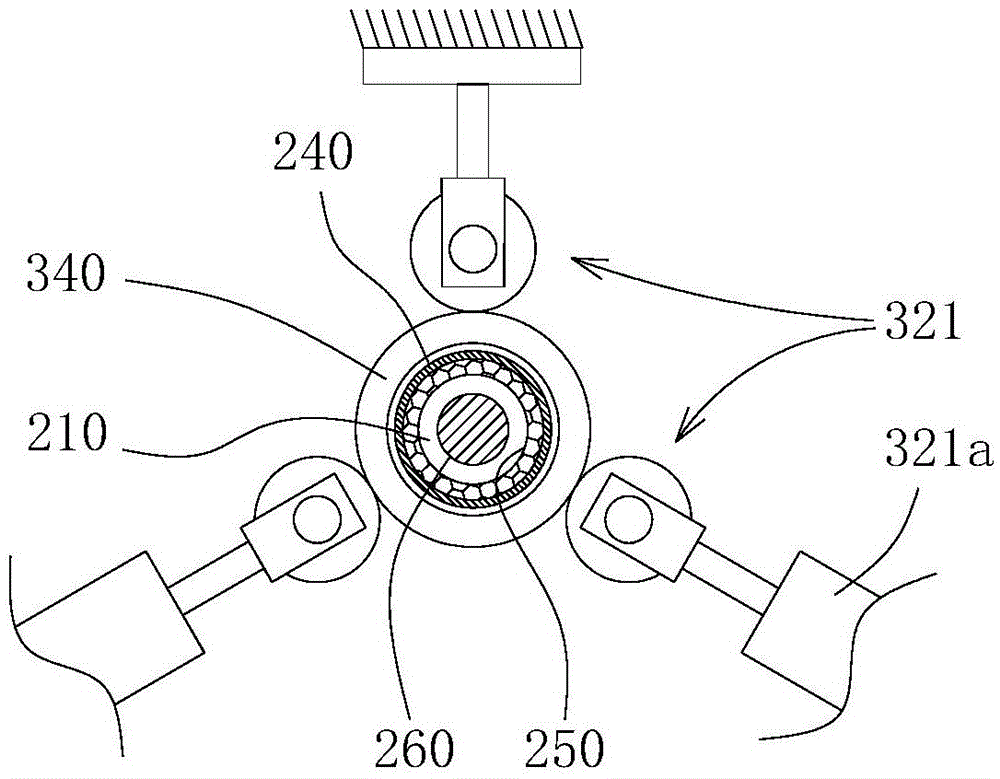
[0015] Such as figure 2 with 3 As shown, the method for preparing the powder sintered porous filter element includes the steps: a. Assemble an isostatic pressing mold 200 for manufacturing the intermediate tube blank of the filter element, and then install the isostatic pressing mold 200 to a Rotary injection device 300; b. Fill the mold cavity 210 with powder material through the rotary injection device 300 and drive the isostatic pressing mold 200 with the center axis 220 of the mold cavity 210 as the rotation axis and proceed at a certain speed When filling the mold cavity 210 with powder material, the speed of the isostatic pressing mold 200 is maintained at 30-80 rpm, and after the filling is completed, the speed of the isostatic pressing mold 200 is adjusted to 300-1000 R / min; c. The isostatic pressing mold 200 filled with powder raw materials is encapsulated and then put into the isostatic pressing molding machine for molding, and after molding, the intermediate tube of ...
Embodiment
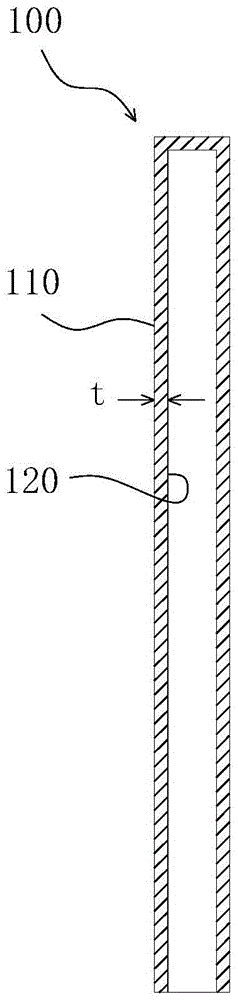
[0020] The design length of the powder sintered porous filter element 100 is 600 mm, and the design wall thickness t is 5 mm. First, the Cu element powder with a particle diameter of -250~+400 mesh and Ni element powder with a particle diameter of -200~+300 mesh are prepared according to the weight percentage of Cu in the powder sintered porous filter element, and the rest is The mixing ratio of Ni is mixed, granulated and dried to obtain a powder raw material. press figure 2 with 3 The powder raw material is filled into the mold cavity 210 in the manner shown and the isostatic pressing mold 200 is driven to rotate with the center axis 220 of the mold cavity 210 as the rotation axis, wherein when the powder raw material is filled into the mold cavity 210 The rotation speed of the isostatic pressing mold 200 is maintained at 50 rpm. After the filling is completed, the rotation speed of the isostatic pressing mold 200 is adjusted to 600 rpm, and the rotation speed is kept for 3 ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More