

HRB400E high-strength aseismic coiled reinforced bar and production method thereof
A technology of anti-seismic steel bars and production methods, which is applied in the field of metal material processing and forming, can solve the problems of unfavorable cost reduction and efficiency increase, high cost of steel alloys, etc., and achieve the effect of reduced alloy costs and good organizational properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
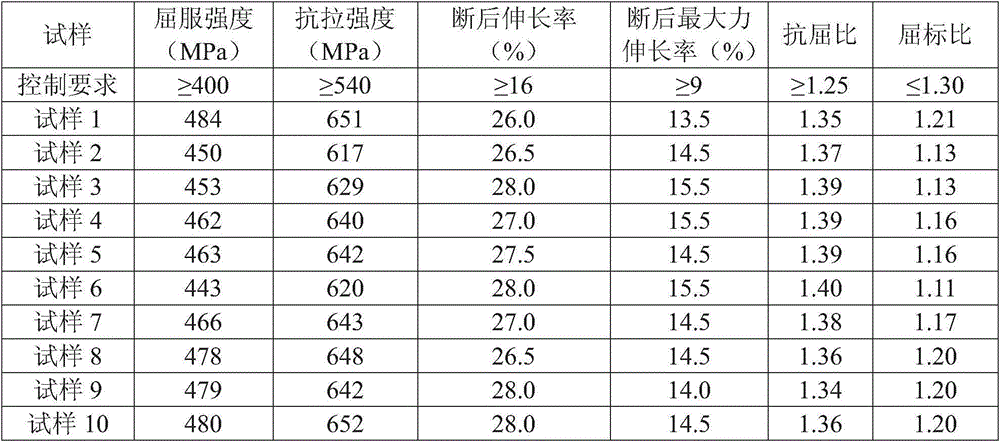
Embodiment 1
[0050] To prepare Φ6mmHRB400E high-strength anti-seismic steel coils, follow the steps below:
[0051] Step 1, according to weight percentage, weigh the following components: C: 0.20%, Si: 0.30%, Mn: 0.90%, V: 0.015%, S: 0.045%, P: 0.020%, the rest is Fe, each component The sum of the weight percentages is 100%; where V is added through the VN16 alloy, and the VN16 alloy weighs the following components according to the weight percentage: N: 14%, C: 6%, the rest is V, and the impurity content is controlled: P: 0.06 %, S: 0.1%, the sum of the weight percentages of each component is 100%;
[0052] Step 2, melting the C, Si, Mn, V, S, P and Fe weighed in step 1 as molten steel to cast a billet;
[0053] Step 3, sending the cast billet into the soaking section furnace for heating, the heating temperature is 1060°C, and the heating time is 80 minutes;
[0054] Step 4: Dephosphorize and cool the heated billet with high-pressure water, and then carry out rough rolling, intermediate ...
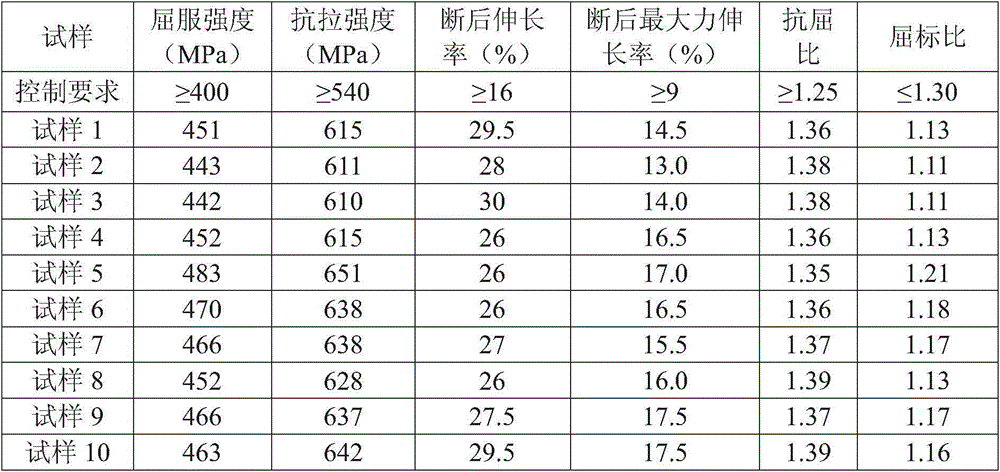
Embodiment 2
[0064] To prepare Φ8mmHRB400E high-strength anti-seismic steel coils, follow the steps below:
[0065] Step 1, according to weight percentage, weigh the following components: C: 0.25%, Si: 0.40%, Mn: 1.1%, V: 0.013%, S: 0.042%, P: 0.038%, the rest is Fe, each component The sum of the weight percentages is 100%; where V is added through the VN16 alloy, and the VN16 alloy weighs the following components according to the weight percentage: N: 16%, C: 5%, the rest is V, and the impurity content is controlled: P: 0.03 %, S: 0.1%, the sum of the weight percentages of each component is 100%;
[0066] Step 2, melting the C, Si, Mn, V, S, P and Fe weighed in step 1 as molten steel to cast a billet;
[0067] Step 3, sending the cast billet into the soaking section furnace for heating, the heating temperature is 1053°C, and the heating time is 60 minutes;
[0068] Step 4: Dephosphorize and lower the temperature of the heated steel billet with high-pressure water, and then carry out rou...
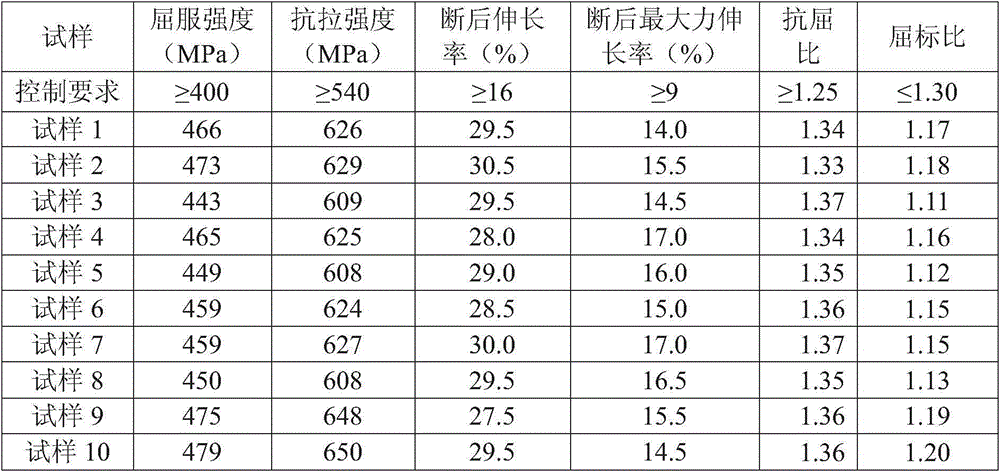
Embodiment 3
[0078] To prepare Φ10mmHRB400E high-strength anti-seismic reinforcement coils, follow the steps below:
[0079] Step 1, according to weight percentage, weigh the following components: C: 0.24%, Si: 0.32%, Mn: 0.95%, V: 0.010%, S: 0.024%, P: 0.028%, the rest is Fe, each component The sum of the weight percentages is 100%; where V is added through the VN16 alloy, and the VN16 alloy weighs the following components according to the weight percentage: N: 18%, C: 4.9%, and the rest is V, and the impurity content is controlled: P: 0.06 %, S: 0.04%, the sum of the weight percentages of each component is 100%;
[0080] Step 2, melting the C, Si, Mn, V, S, P and Fe weighed in step 1 as molten steel to cast a billet;
[0081] Step 3, sending the cast billet into the soaking section furnace for heating, the heating temperature is 1040°C, and the heating time is 70 minutes;
[0082] Step 4: Dephosphorize and lower the temperature of the heated steel billet with high-pressure water, and t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More