

Constrained Radial-Axial Roll Forming Method for Large Thin-walled External T-shaped Ring Members
A ring-shaped component, axial rolling technology, applied in metal rolling and other directions, to achieve the effect of high efficiency, high material utilization rate, and small forming force
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0034] In order to have a clearer understanding of the technical features, purposes and effects of the present invention, the specific implementation manners of the present invention will now be described in detail with reference to the accompanying drawings.
[0035] The large thin-walled outer T-shaped annular component constrained diameter axial rolling method of the present invention comprises the following steps:
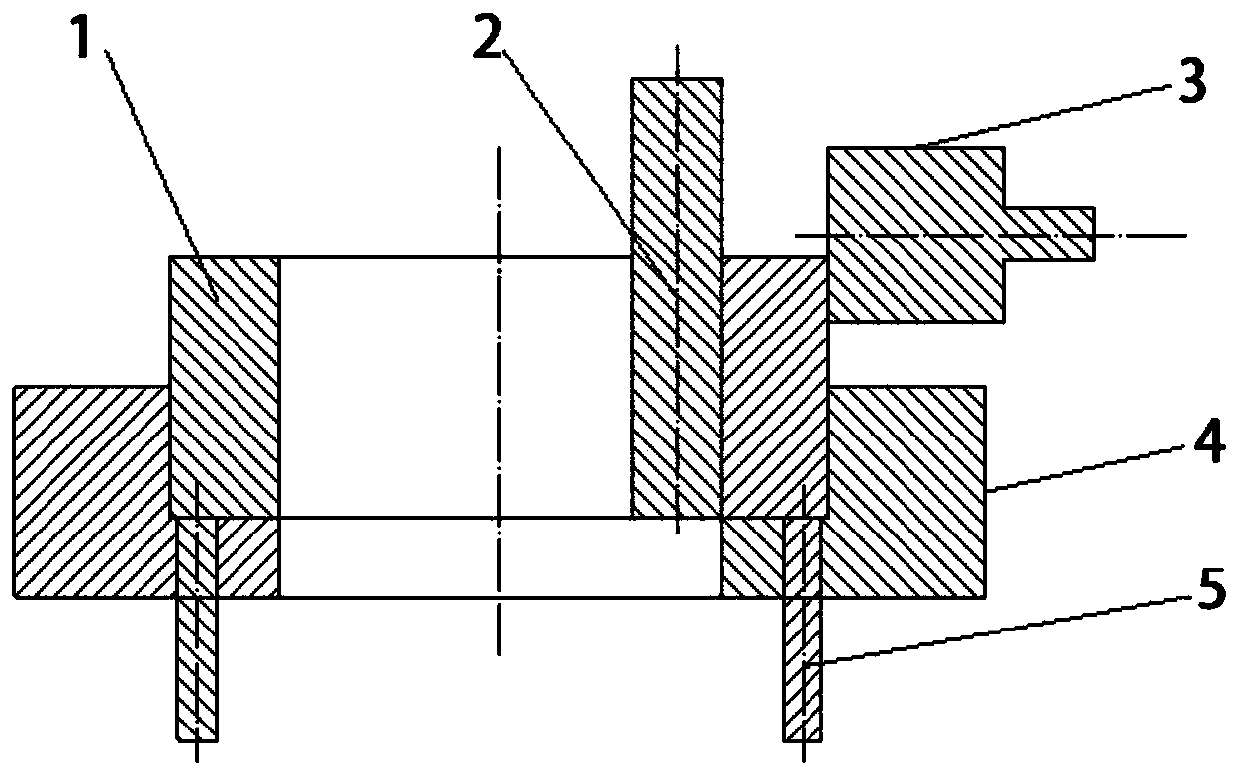
[0036] (1) Determination of the initial rolling position. Such as figure 1 As shown, the annular preform 1 is placed in the restraint mold 4, and the bottom surface of the blank is flat with the surface of the restraint mold 4. The outer surface of the radial feed roll 2 is tangent to the inner surface of the blank, and the bottom surface is flat with the blank. The end surface of the axial feed roll 3 is tangent to the annular preform 1, and its axis is 50 mm away from the upper surface of the constraining die 4.
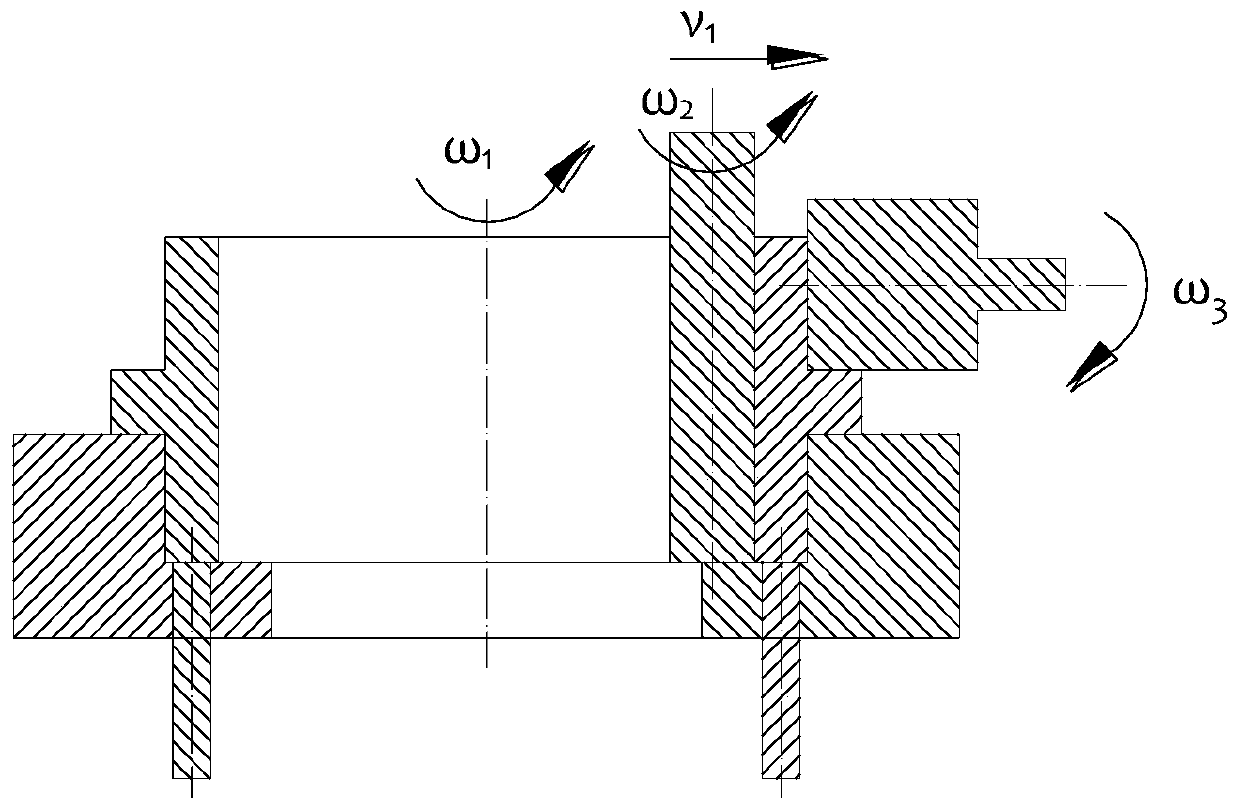
[0037] (2) Constrained radial and axial ro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More