Blisk electrolysis slotting machining annular electrode and technology method
A technology of integral blisks and ring electrodes, applied in electrochemical processing equipment, metal processing equipment, manufacturing tools, etc., can solve problems such as high cost, unstable quality, and low efficiency, and achieve low cost, long processing cycle, and Guarantee the effect of processing quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
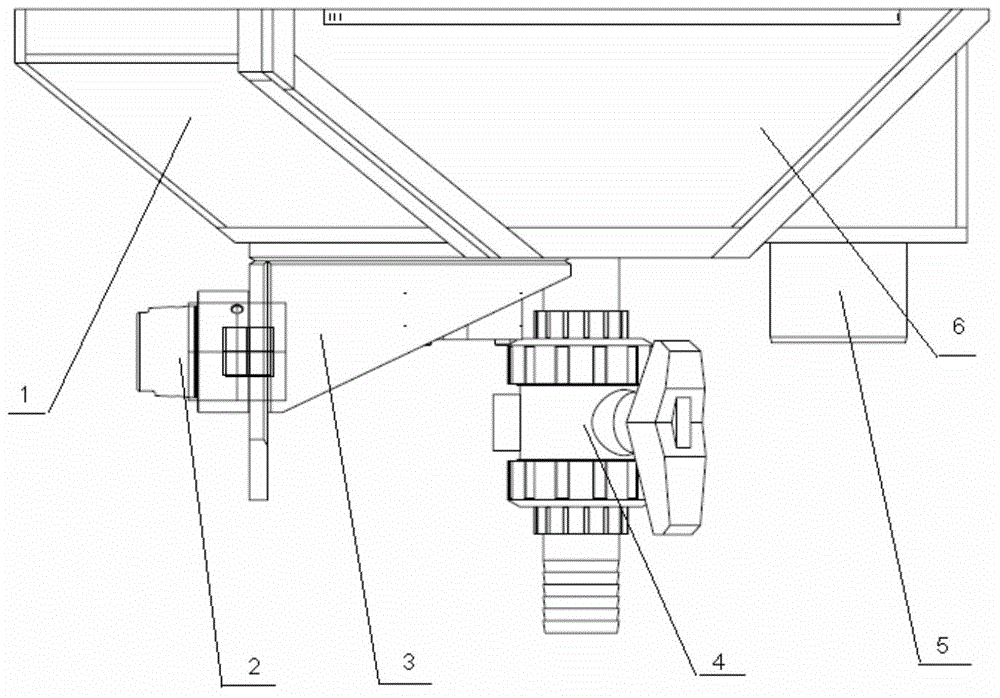
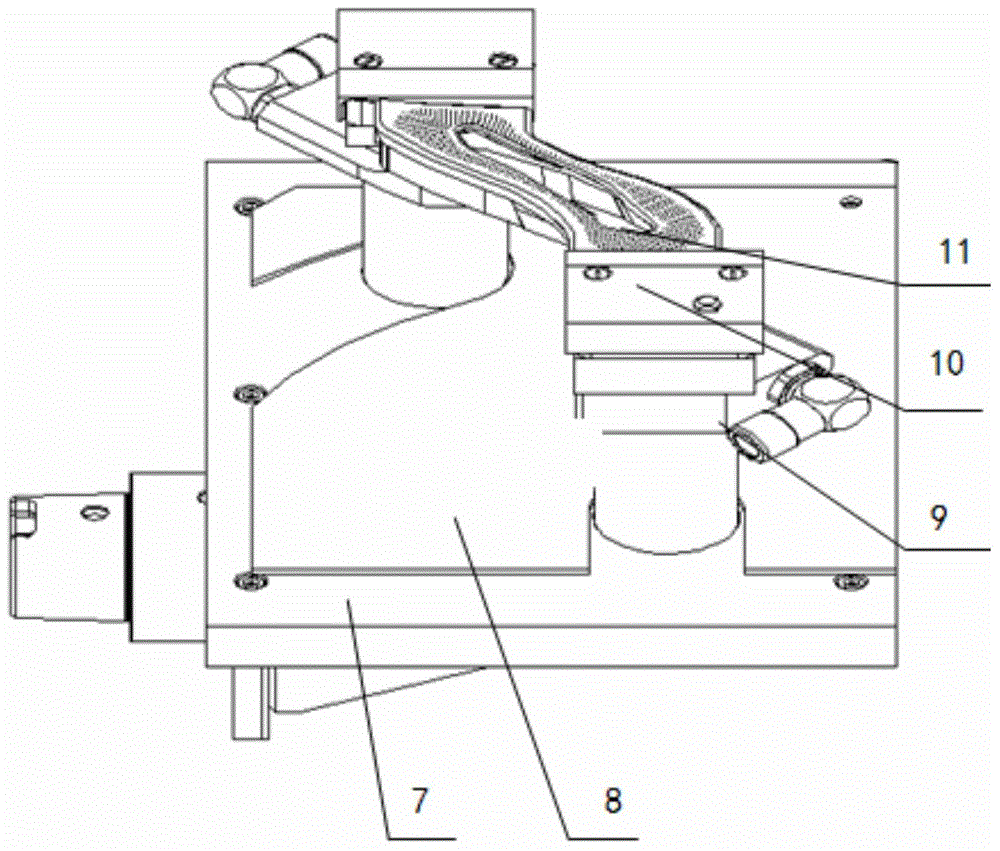
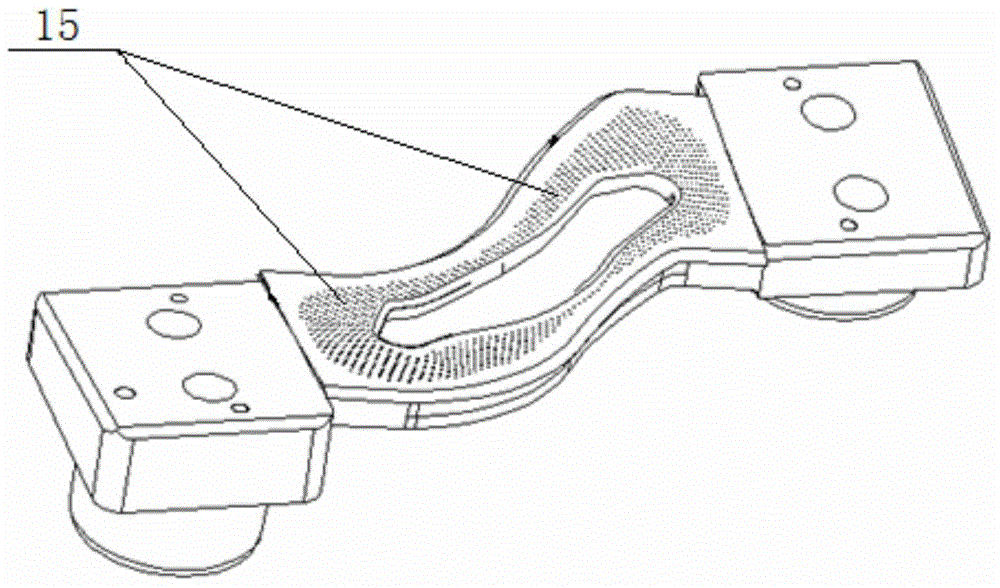
[0023] The grooved annular electrode is composed as follows: electrolyte tank 1, HSK hydraulic chuck 2, adapter plate 3, electrolyte discharge valve 4, electrolyte overflow port 5, electrolyte tank front baffle 6, working cathode Components and base 7; the working cathode components are composed as follows: a sacrificial anode protection plate 8, an electrolyte inlet pipe joint 9, an insulating briquetting block 10, and a working cathode 11; the electrolyte inlet pipe joint 9 is specifically two, The electrolyte inlet pipe joint 9 is respectively connected to the working cathode 11 through the insulating pressing block 10, and the integral blisk workpiece 14 is connected to the working cathode 11. The sacrificial anode protection plate 8 is located at the lower end of the working cathode, and the working cathode assembly is located at On the base 7, the working cathode assembly and the base 7 are located in the electrolyte tank 1. The HSK hydraulic chuck 2 is quickly positioned...
Embodiment 2
[0036] The grooved annular electrode is composed as follows: electrolyte tank 1, HSK hydraulic chuck 2, adapter plate 3, electrolyte discharge valve 4, electrolyte overflow port 5, electrolyte tank front baffle 6, working cathode Components and base 7; the working cathode components are composed as follows: a sacrificial anode protection plate 8, an electrolyte inlet pipe joint 9, an insulating briquetting block 10, and a working cathode 11; the electrolyte inlet pipe joint 9 is specifically two, The electrolyte inlet pipe joint 9 is respectively connected to the working cathode 11 through the insulating pressing block 10, and the integral blisk workpiece 14 is connected to the working cathode 11. The sacrificial anode protection plate 8 is located at the lower end of the working cathode, and the working cathode assembly is located at On the base 7, the working cathode assembly and the base 7 are located in the electrolyte tank 1. The HSK hydraulic chuck 2 is quickly positioned...
Embodiment 3
[0044] The grooved annular electrode is composed as follows: electrolyte tank 1, HSK hydraulic chuck 2, adapter plate 3, electrolyte discharge valve 4, electrolyte overflow port 5, electrolyte tank front baffle 6, working cathode Components and base 7; the working cathode components are composed as follows: a sacrificial anode protection plate 8, an electrolyte inlet pipe joint 9, an insulating briquetting block 10, and a working cathode 11; the electrolyte inlet pipe joint 9 is specifically two, The electrolyte inlet pipe joint 9 is respectively connected to the working cathode 11 through the insulating pressing block 10, and the integral blisk workpiece 14 is connected to the working cathode 11. The sacrificial anode protection plate 8 is located at the lower end of the working cathode, and the working cathode assembly is located at On the base 7, the working cathode assembly and the base 7 are located in the electrolyte tank 1. The HSK hydraulic chuck 2 is quickly positioned...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More