

Long-cantilever large-scale integral blade-disc blade one-step milling method
A technology of integral blisk and long cantilever, which is applied in the direction of milling machine equipment, milling machine equipment details, metal processing equipment, etc., can solve the problems of blade profile out-of-tolerance, secondary clamping error, poor surface quality, etc., and achieve the elimination of secondary Clamping error, elimination of vibration pattern on blade surface, and reduction of tool cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0036] The following diagrams illustrate all the action processes.
[0037] The technology of the present invention is used for milling a blisk with a diameter of 1200mm and a blade suspension depth of 246mm, and the minimum distance between the blades is 38mm. The specific operation steps are as follows:
[0038] Step 1. Tool selection
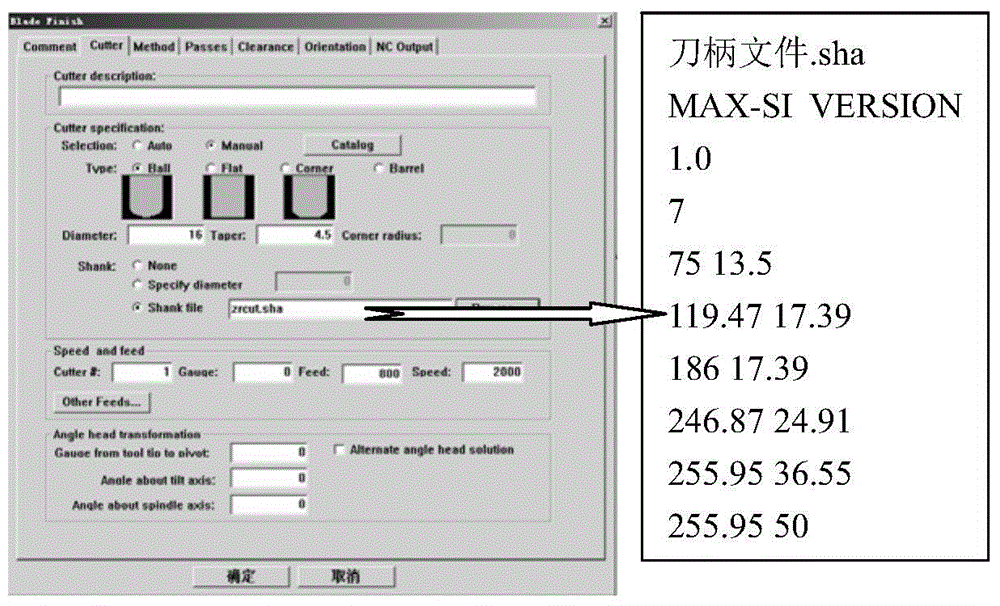
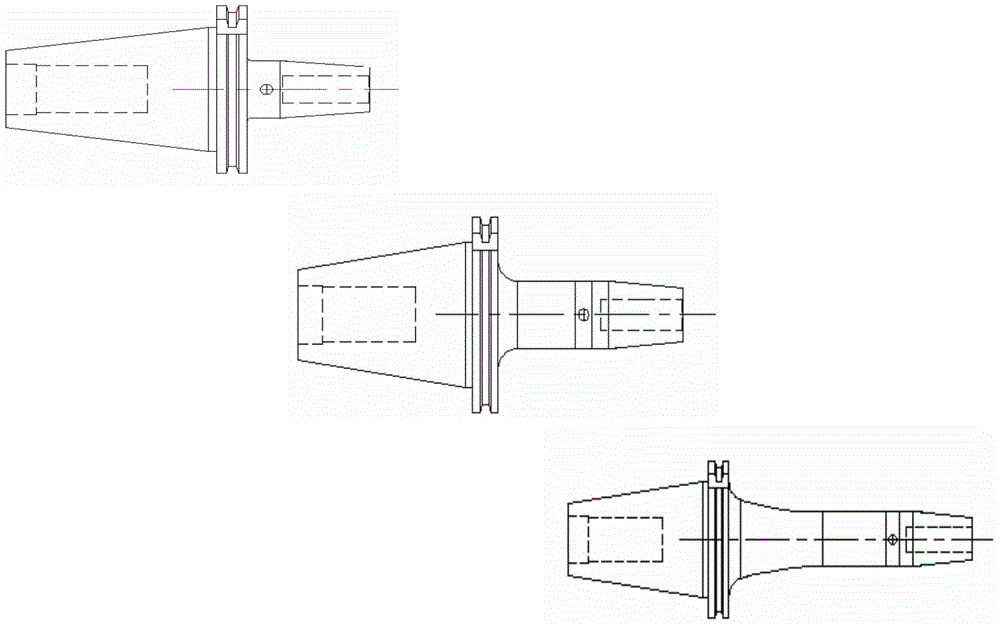
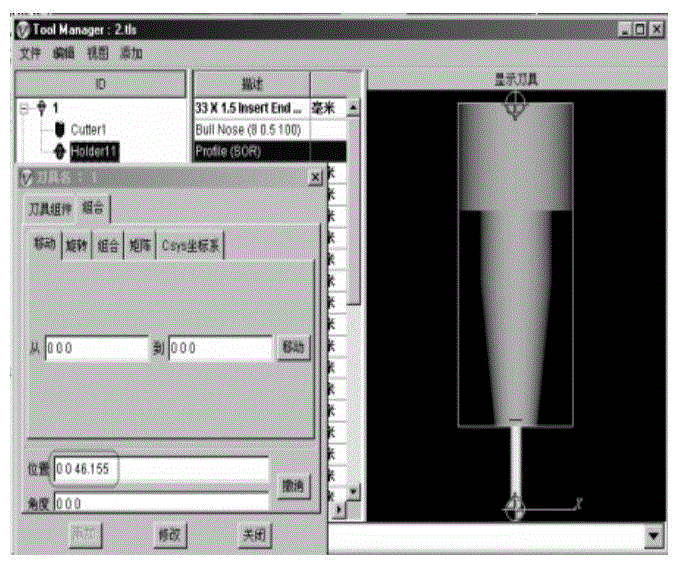
[0039] The heat-expanding tool holder is used, and the runout is below 0.005. After the tool is clamped, the overall runout is 0.01mm. According to the accessibility of the groove, the overhang depth of the tool holder is gradually increased in length, and the size specification is the smallest with the blade at different positions. The spacing is reasonably configured to ensure that the tool is at the shortest overhang depth. Three kinds of gradient tool handles are selected. According to the calculation of the accessibility of the blade from the outermost edge of the wheel cover to the hub, the tool handle can be customized with one specifi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More