

Forging and pressing method of steel rail heel and three-position molding die used thereby
A forming mold and three-station technology, which is applied in the direction of manufacturing tools, forging/pressing/hammer devices, forging/pressing/hammering machinery, etc., can solve the problems of increased metal deformation resistance, large amount of deformed metal, and insufficient equipment tonnage, etc. , to achieve the effect of reducing metal deformation resistance, improving quality and avoiding decarburization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
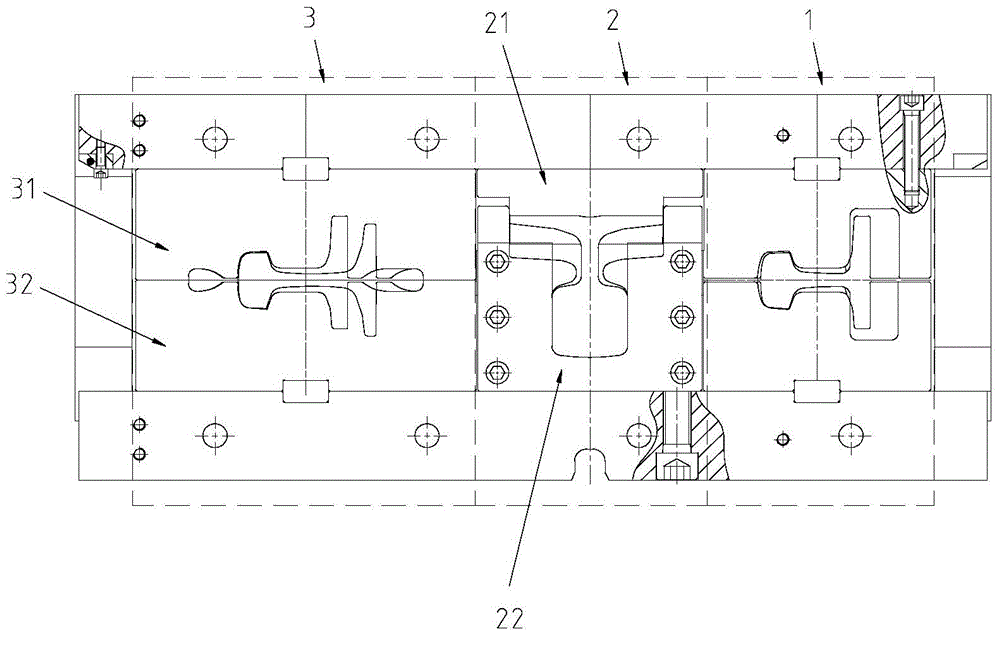
[0048] A rail heel product, see figure 1 , which includes a pre-forged heel end 01 and a final forged heel end 02. The pre-forged heel end 01 includes a first section 011, a second section 012, and a third section 013 connected in series in sequence. The length of the first section 011 is 100mm-200mm, the length of the second section 012 is 450-650mm, the length of the third section 013 is 150-200mm; the final forged heel end 02 includes the fourth section 021 and the fifth section 022 connected in series , and the fourth section 021 is connected to the third section 013, the length of the fourth section 021 is 400-600mm, the length of the fifth section 022 is 150-200mm, and the fifth section 022 is connected to the raw material segment 00;
[0049] The forging method for producing the above-mentioned rail heel specifically includes the following steps:
[0050] Step 1: Heat the first section 011, the second section 012 and the third section 013 to 1100-1160°C in an electric...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More