

Chromium-plated tooling
A tooling and processed technology, applied in the direction of electrolysis process, electrolysis components, etc., can solve the problems of high cost, scrapped parts, and electric shocks, and achieve the effect of avoiding electric shocks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
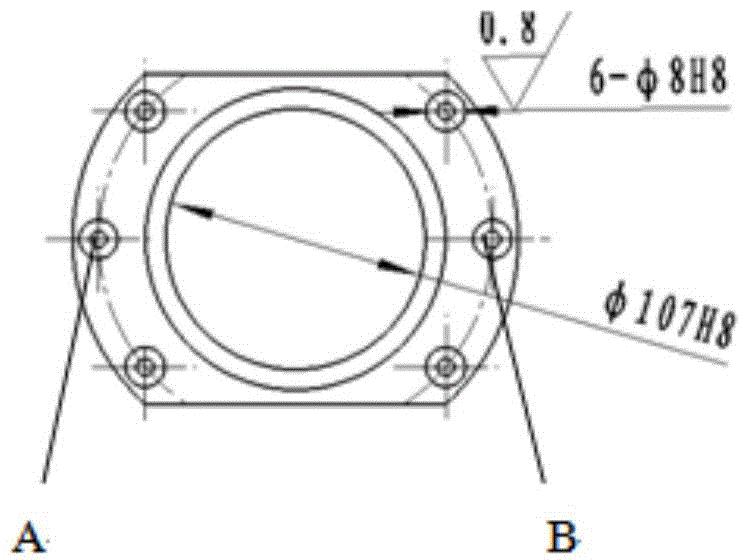
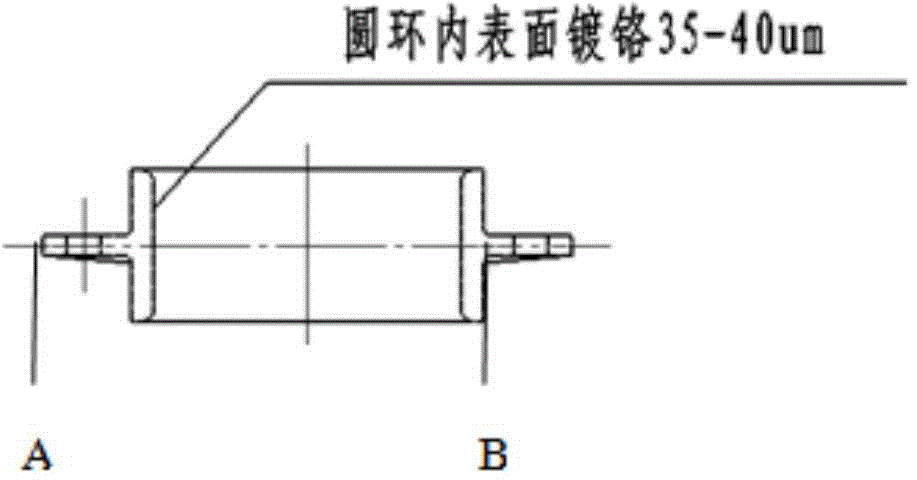
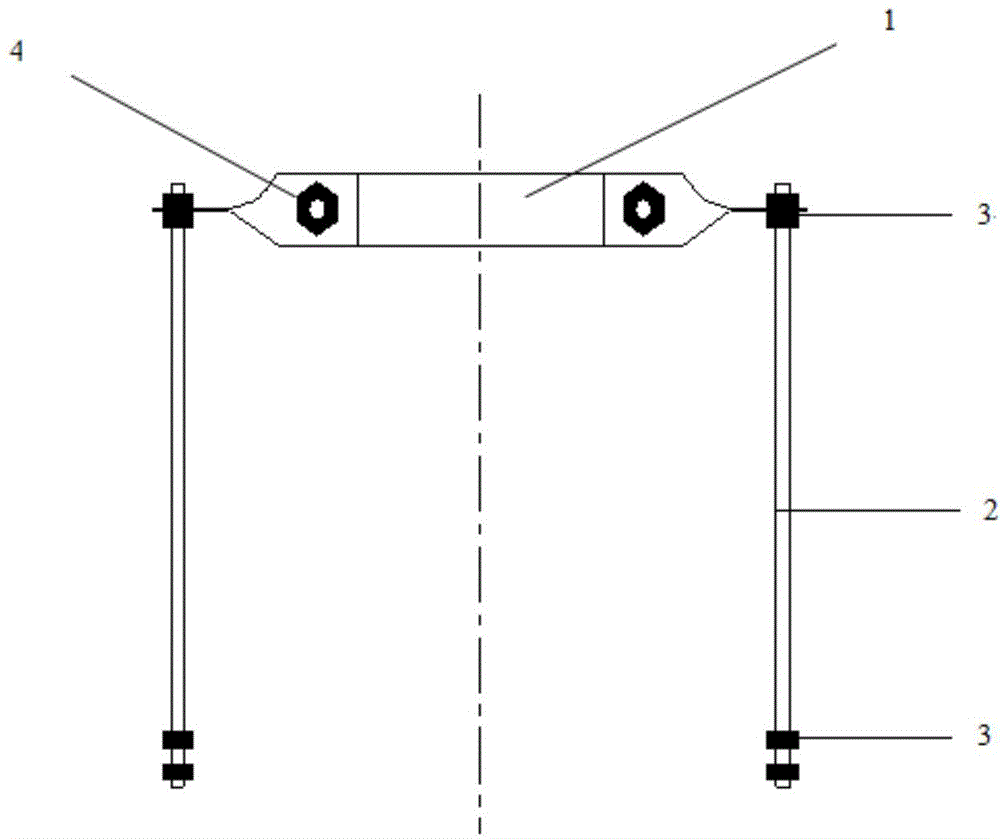
[0012] A chrome-plated tooling is used for chrome-plating the inner surfaces of multiple flange parts at the same time. Processed parts and welding frame 1; knurled nuts 3 fix the processed parts on the welding frame 1, and ensure good electrical conductivity; welding frame 1 fixes the auxiliary anode through the pin 4 and keeps the two insulated, and the auxiliary anode is in the hole of the part axis position.
[0013] Production of chrome-plated tooling
[0014] Material: Q275
[0015] Require:
[0016] (1) Clean the weld after welding.
[0017] (2) Rounding of sharp edges.
[0018] (3) The cylindrical surface of the bolt is knurled.
[0019] Chrome-plated mounting operation sequence
[0020] (1) Insert the double-headed studs of the mounting bracket into the A and B holes of the part respectively.
[0021] (2) Use a knurled nut to secure the position of the part.
[0022] (3) If multiple parts are plated at the same time, repeat (1) and (2) operations.
[0023] (4...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More