

Liquid elastomer molding method
An elastomeric, liquid-like technology
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
no. 1 example ·
[0053] First embodiment...
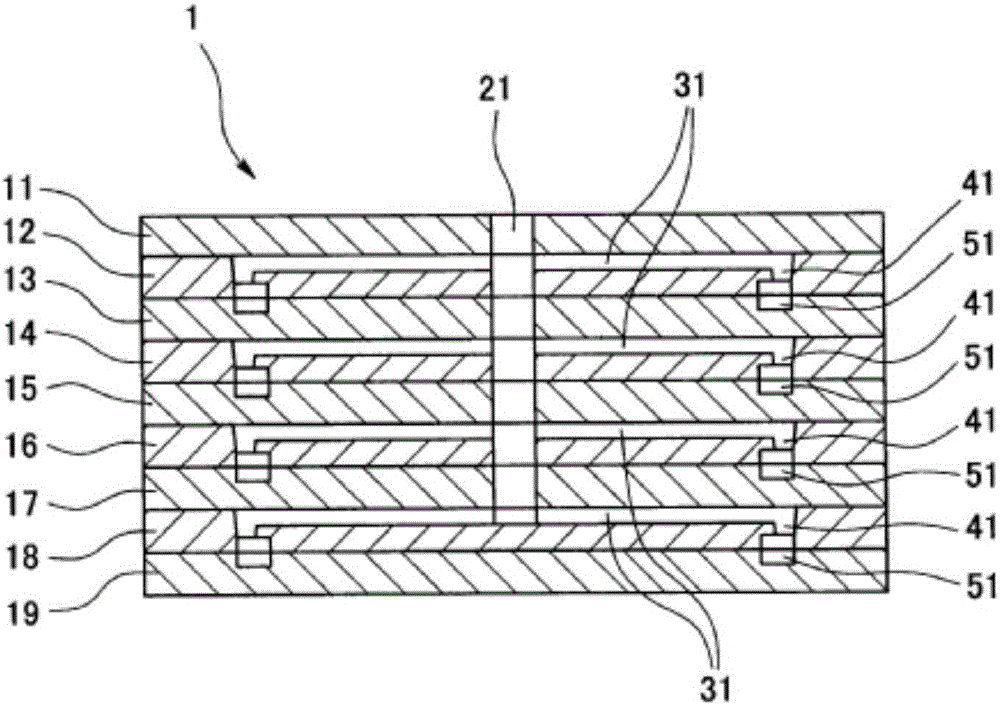
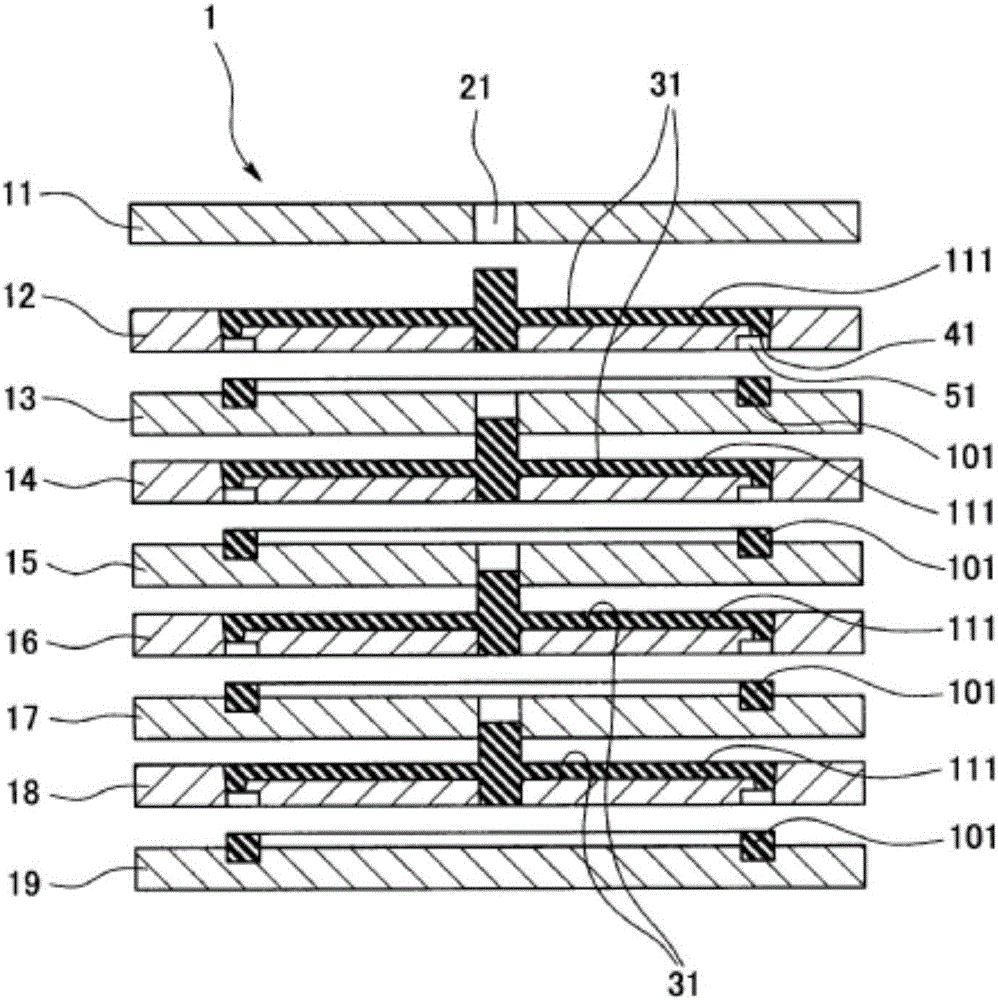
[0054] figure 1 as well as figure 2 A cross-section of the die 1 used for implementing the forming method according to the first embodiment of the present invention is shown. The mold 1 is a mold for injection molding, and a plurality (four in this embodiment) of the same shape and size are arranged side by side at predetermined intervals in the mold clamping and opening direction (the up-and-down direction in the figure) of the mold 1 . In the product cavity space 51, a plurality of (four in this embodiment) molded products 101 of the same shape and size can be formed simultaneously by using the mold 1 . In addition, the mold 1 includes nine split molds 11 to 19, which are stacked and arranged in a mold clamping and opening direction of the mold 1. Among them, except for the first mold 11 provided with a sprue opening, In the mold parting part of the second mold 12 and the third mold 13, the mold parting part of the fourth mold 14 and the fift...
no. 2 example ·
[0059] Second embodiment...
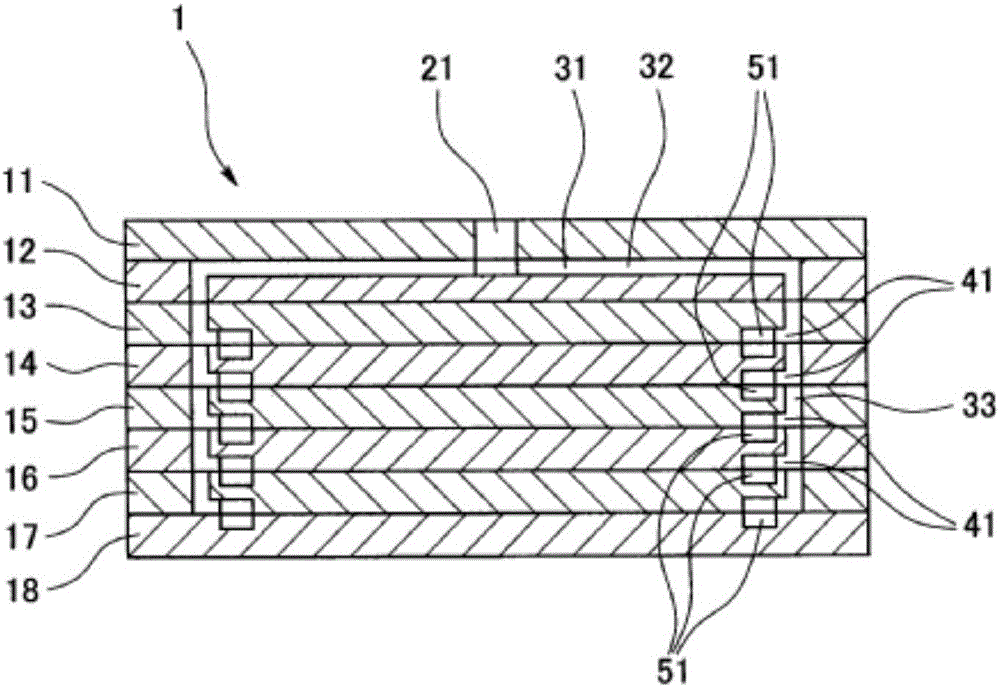
[0060] image 3 as well as Figure 4 A cross-section of the mold 1 used for implementing the forming method according to the second embodiment of the present invention is shown. The mold 1 is a mold for injection molding, and a plurality (five in this embodiment) of the same shape and size are arranged side by side at predetermined intervals in the mold clamping and opening direction (the up-and-down direction in the figure) of the mold 1. The product cavity space 51 can simultaneously form a plurality of (five in this embodiment) molded products 101 of the same shape and size by using the mold 1 . In addition, the mold 1 includes eight split molds 11 to 18, which are stacked and arranged in the mold clamping and mold opening direction of the mold 1. Among them, except for the first to eighth split molds 11 to 18 provided with the injection port 21 and the orthogonal channel portion 32, In addition to the first mold 11 and the second mold 12, i...
no. 3 example ·
[0068] The third embodiment...
[0069] Figure 5 as well as Image 6 A cross-section of the mold 1 used for implementing the molding method according to the third embodiment of the present invention is shown. The mold 1 is a mold for injection molding, and a plurality (five in this embodiment) of the same shape and size are arranged side by side at predetermined intervals in the mold clamping and opening direction (the up-and-down direction in the figure) of the mold 1. The product cavity space 51 can simultaneously form a plurality of (five in this embodiment) molded products 101 of the same shape and size by using the mold 1 . In addition, the mold 1 includes eight split molds 11 to 18, which are stacked and arranged in the mold clamping and mold opening direction of the mold 1. Among them, except for the first to eighth split molds 11 to 18 provided with the injection port 21 and the orthogonal channel portion 32, In addition to the first mold 11 and the second mold 12,...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More