

Rolling method for small-sized straight bar ribbed round steel
A round bar rolling, small gauge technology, applied in the field of small gauge straight ribbed round bar rolling, can solve the problems of long distance between rolling mills, large movement clearance of the mechanism, easy "stacking", etc., and achieve the quality and precision of the rolled product. High performance, wide application range and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
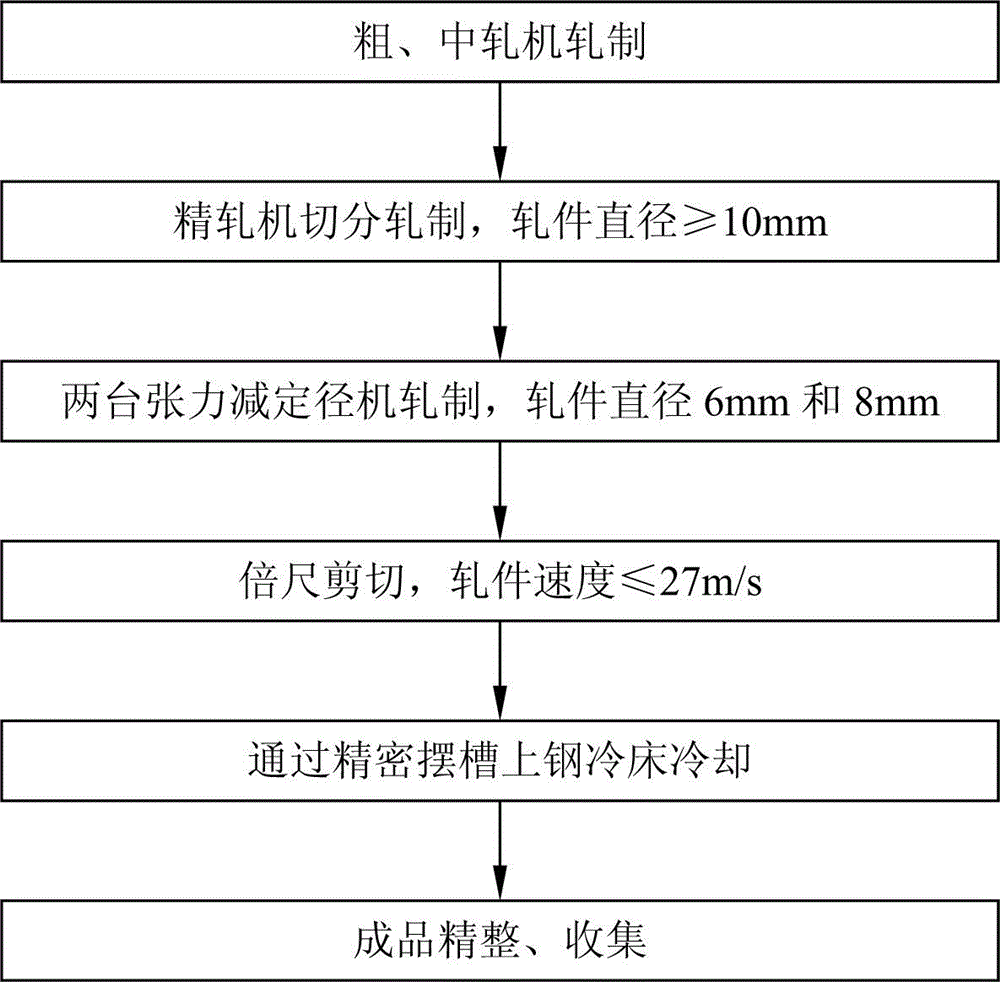
[0026] A method for rolling small-sized straight ribbed round steel, such as image 3 As shown, implement in sequence as follows:
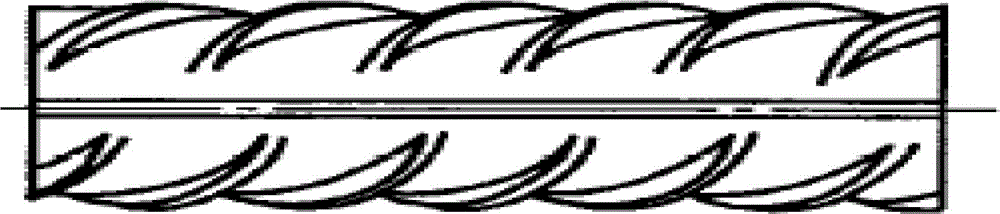
[0027] a. use the finish rolling mill to cut and roll, and roll into a billet rolled piece, and the billet rolled piece is used for straight strip ribbed round steel of two specifications of 6mm and 8mm respectively;
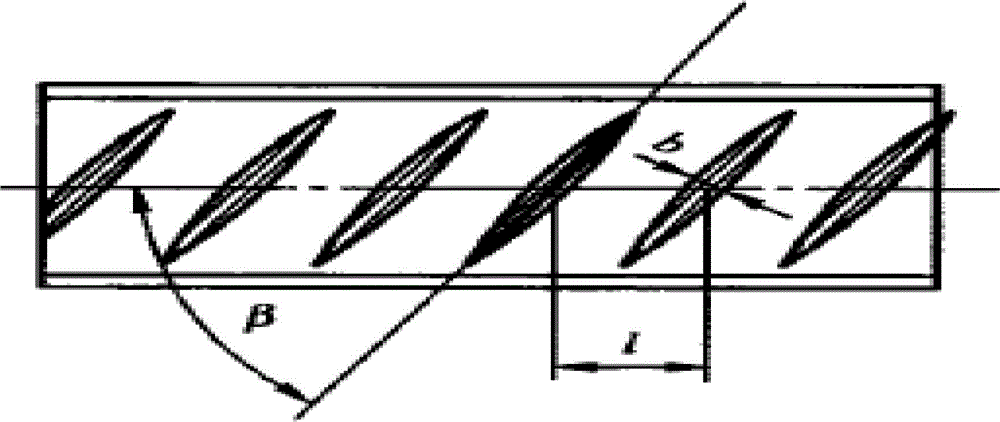
[0028] b. Use two tension reducing sizing mills to roll the billet into straight ribbed round steel. In this embodiment, the tension reducing sizing machine is selected as follows Figure 4 In the shown 45° top-crossing non-twist continuous finishing mill, one tension reducing sizing mill rolls 6mm straight ribbed round steel, and the other tension reducing sizing mill rolls 8mm straight ribbed round steel. Steel and billet rolled pieces are rolled into two specifications of 6mm and 8mm straight ribbed round steel after passing through two reducing sizing machines respectively, so as to ensure the diameter tolerance of the rolled p...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More