

Automatic detection equipment
An automatic detection and equipment technology, applied in sorting and other directions, can solve the problems of large detection errors and high labor intensity, and achieve the effects of improving cohesion, reducing worker workload, and improving product price competitiveness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0029] The technical solutions of the present invention will be described in detail below, but the protection scope of the present invention is not limited to the embodiments.
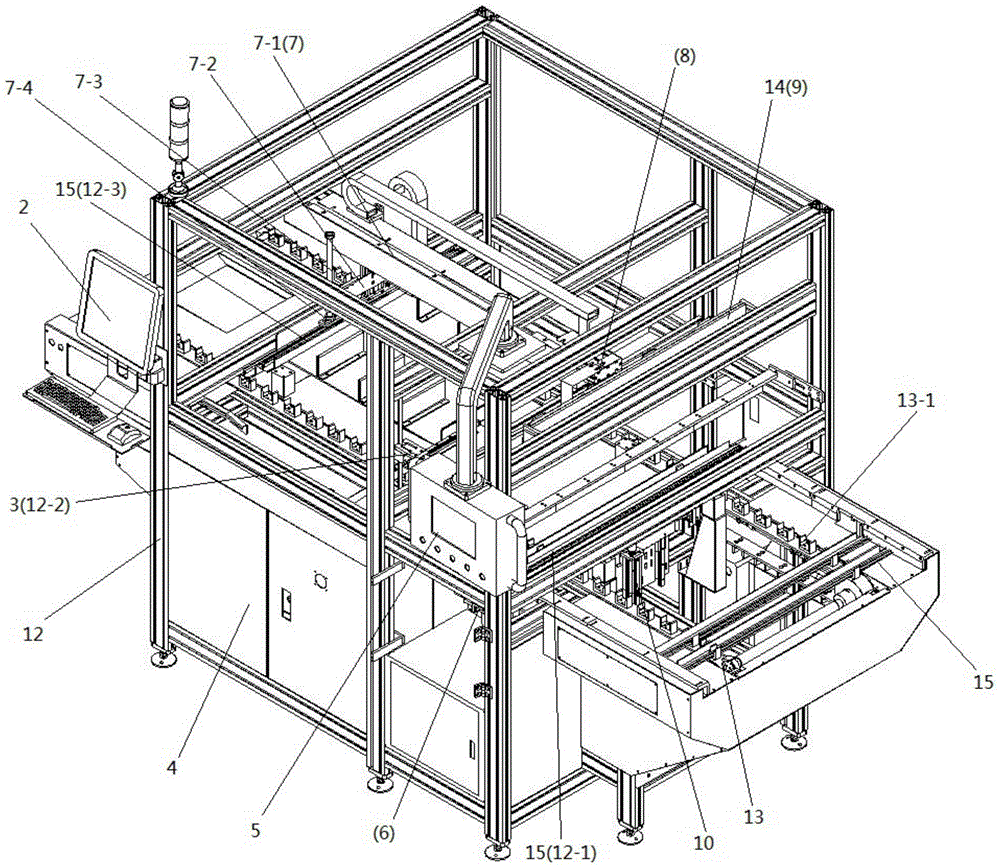
[0030] In order to make the content of the present invention more obvious and understandable, the following in conjunction with the attached figure 1 and specific implementation methods for further description.
[0031] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
[0032] A kind of automatic detection equipment of the present invention comprises equipment rack 12, and equipment rack 12 is divided into lower main control cabinet unit 4 and upper work unit; Lower main control ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More