

Method for improving strip steel width control precision
A technology of width control and width, which is applied in the direction of rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problems of inconsistency in the setting of width tolerance and width compensation value, limit the improvement of strip width control accuracy, etc., and achieve the improvement of strip steel The effect of width control accuracy and high pass rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
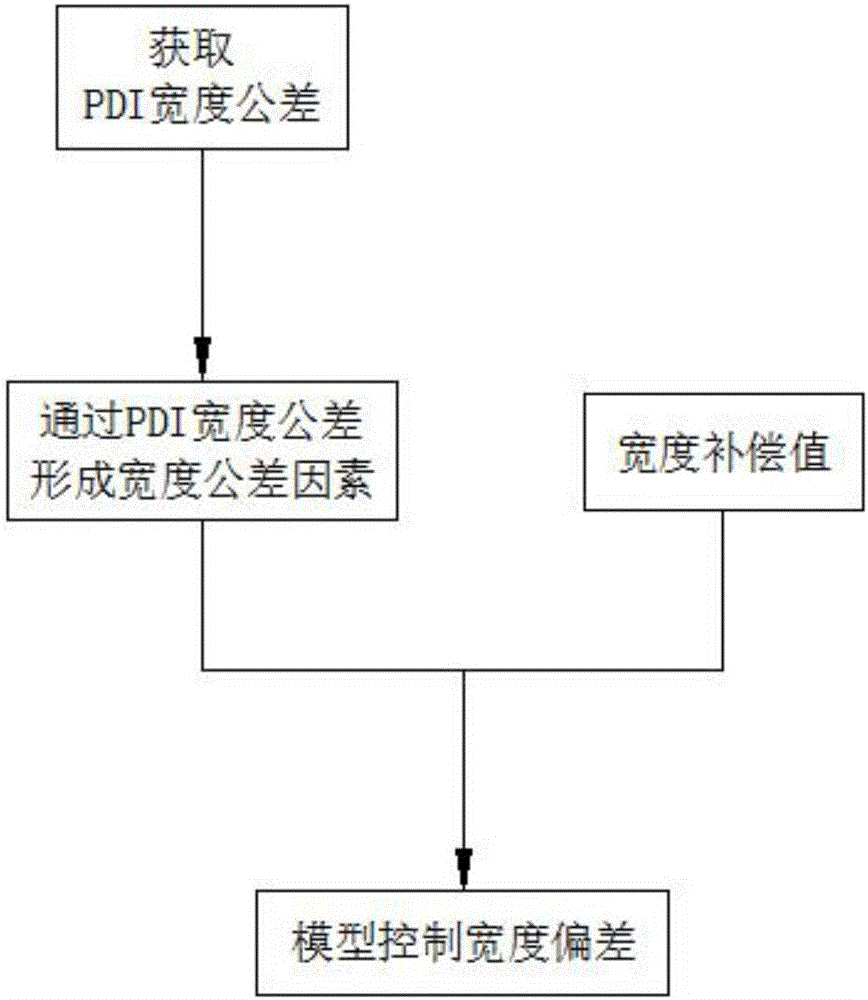
[0049] Get PDI width tolerance 0~10mm,
[0050] The width tolerance factor is formed by the PDI width tolerance, the middle value of the width tolerance factor=PDI width tolerance zone=(PDI width tolerance upper limit+PDI width tolerance lower limit)÷2=(0+10)÷2=5mm ,
[0051] The width tolerance factor combined with the width compensation value forms a model control width deviation, and the model control width deviation=5mm+width compensation value.
Embodiment 2
[0053] Get PDI width tolerance 0~15mm,
[0054] The width tolerance factor is formed by the PDI width tolerance, the middle value of the width tolerance factor=PDI width tolerance zone=(PDI width tolerance upper limit value+PDI width tolerance lower limit value)÷2=(0+15)÷2=7.5 mm,
[0055] The width tolerance factor combined with the width compensation value forms a model control width deviation, and the model control width deviation=7.5mm+width compensation value.
Embodiment 3
[0057] Get PDI width tolerance 0~20mm,
[0058] The width tolerance factor is formed by the PDI width tolerance, the middle value of the width tolerance factor=PDI width tolerance zone=(PDI width tolerance upper limit+PDI width tolerance lower limit value)÷2=(0+20)÷2=10mm ,
[0059] The width tolerance factor combined with the width compensation value forms a model control width deviation, and the model control width deviation=10mm+width compensation value.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More