

Injection molding method for thin-wall plastic part
A technology of injection molding and plastic parts, which is applied in the field of injection molding, and can solve the problems of warping of finished products, affecting the uniformity of melt injection, and small circulation channels, so as to reduce warping of finished products, prolong coagulation time, and reduce energy waste Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0050] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be described in further detail below in conjunction with specific embodiments and with reference to the accompanying drawings.
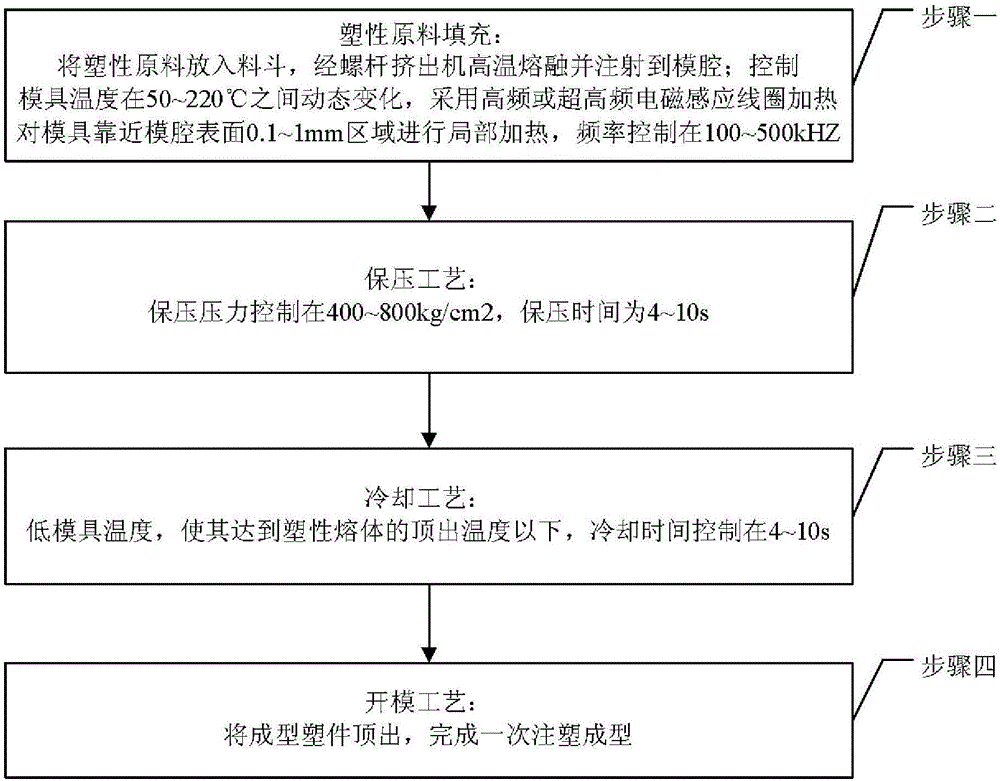
[0051] In a first exemplary embodiment of the present invention, an injection molding method of a thin-walled plastic part is provided. Such as figure 1 As shown, the injection molding method of the thin-walled plastic parts in this embodiment includes the following steps:
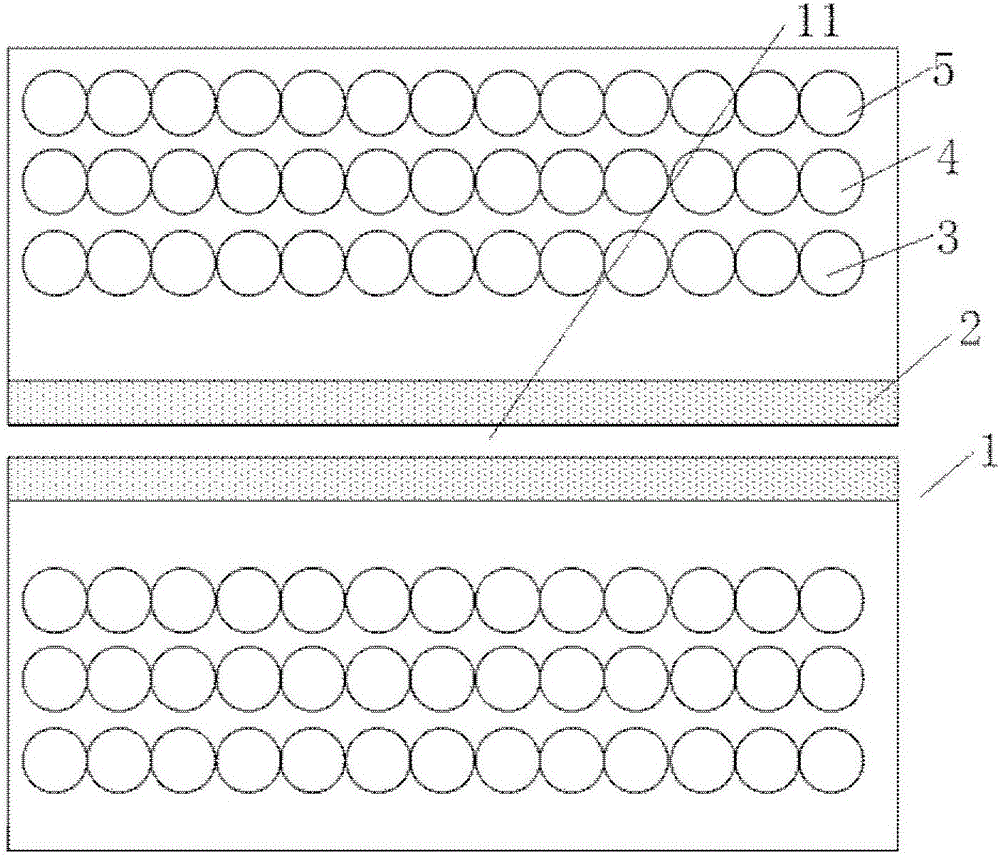
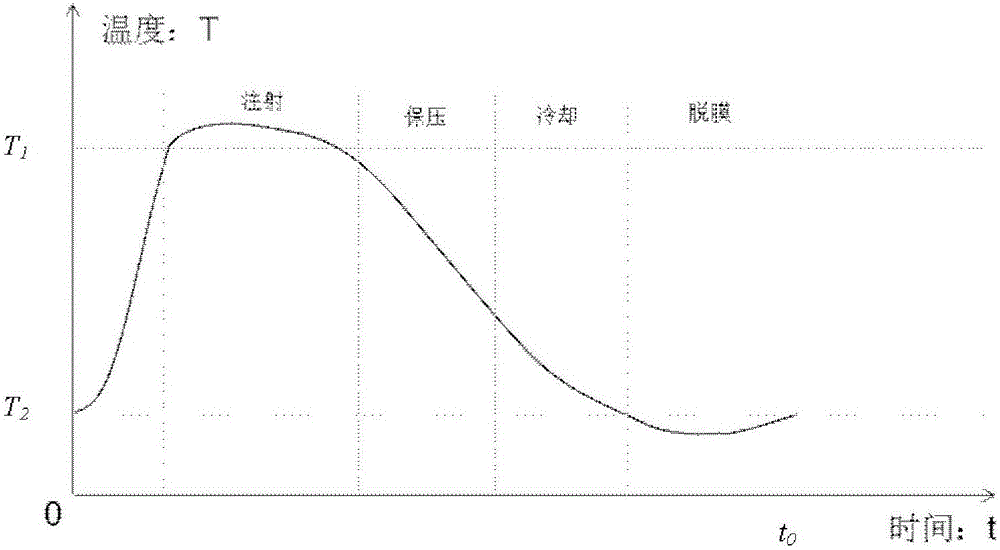
[0052] Step 1: Filling with plastic raw materials, put the plastic raw materials into the hopper, melt them at high temperature through the screw extruder and inject them into the mold cavity; the injection pressure is 1000-1200kg / cm 2 , the injection time is 1-4s, and the injection speed is controlled at 300-600mm / s; the mold temperature is controlled to change dynamically between 50-220°C, and the surface of the mold 1 close to the cavity 11 is hea...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More