

A high-speed extrusion magnesium alloy deformation material with low rare earth content and its preparation process
A preparation process and technology of magnesium alloy, applied in the field of metal materials, can solve the problems of high production and application costs, low extrusion speed, poor room temperature plasticity of extruded materials, etc., and achieve lower production and application costs, high extrusion speed, The effect of improving plasticity and subsequent formability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
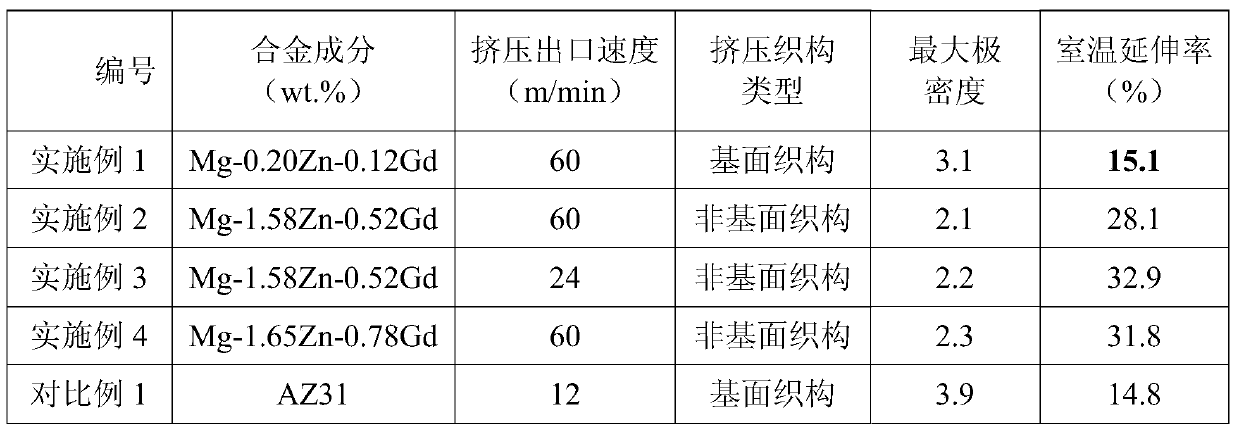
[0031]1) Metal mold gravity casting is adopted, Mg-Zn-RE, RE (rare earth) is Gd, melted and poured into an ingot of 80mm×180mm×200mm by conventional magnesium alloy, the weight percentage of the alloy composition is Zn: 0.20%, Gd: 0.12%, the magnesium content is the balance balance;
[0032] 2) Homogenize the ingot at 450°C for 10 hours, and then cut the homogenized ingot into corresponding extrusion billets;
[0033] 3) First heat the extrusion die to the extrusion deformation temperature of 275°C, then put the extrusion billet into the extrusion barrel and heat for 5 minutes, after the extrusion billet reaches the deformation temperature of 300°C, it will be processed into a rod at high speed, and the extrusion exit The speed is 60m / min, and the extrusion ratio is 20;
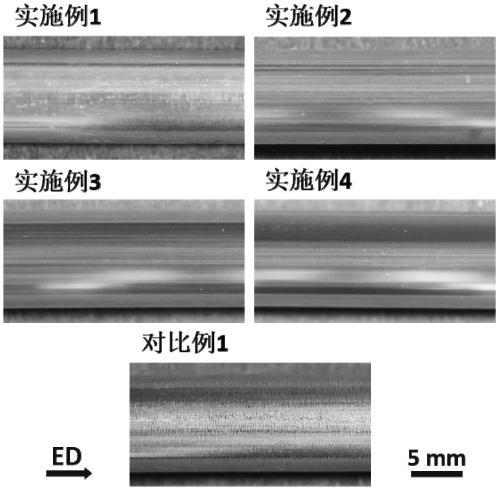
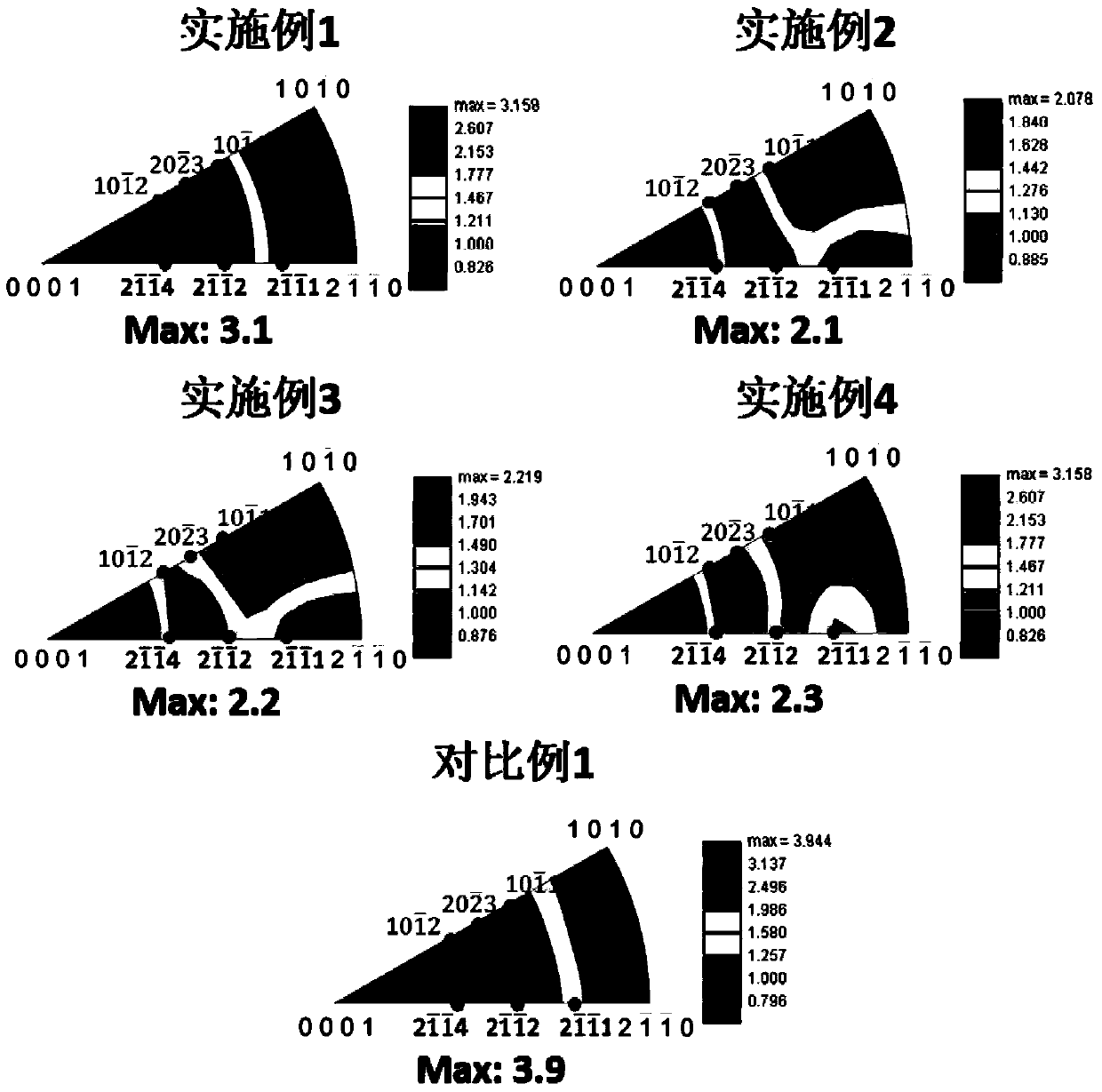
[0034] 4) The surface of the extruded material is smooth without any surface cracks, see figure 1 ; The texture of the extruded material is a weak basal texture, and its maximum extreme density value is 3.1...
Embodiment 2
[0036] 1) Using metal mold gravity casting, Mg-Zn-RE, RE (rare earth) is Gd, melted and poured into an ingot of 80mm×180mm×200mm by conventional magnesium alloy, the weight percentage of the alloy composition is Zn: 1.58%, Gd: 0.52%, the magnesium content is the balance balance;
[0037] 2) Homogenize the ingot at 480°C for 12 hours, and then cut the homogenized ingot into corresponding extrusion billets;
[0038] 3) First heat the extrusion die to the extrusion deformation temperature of 300°C, then put the extrusion billet into the extrusion barrel and heat for 5 minutes, after the extrusion billet reaches the deformation temperature of 300°C, it is processed into a bar at high speed, and the extrusion exit The speed is 60m / min, and the extrusion ratio is 20;
[0039] 4) The surface of the extruded material is smooth without any surface cracks, see figure 1 ; The texture of the extruded material is a weak non-basal texture, and the non-basal texture components are between ...
Embodiment 3
[0041] Design experiment magnesium alloy composition and casting method, billet preparation process are identical with embodiment 2;
[0042] 1) First heat the extrusion die to the extrusion deformation temperature of 300°C, then put the extrusion billet into the extrusion barrel and heat for 5 minutes, after the extrusion billet reaches the deformation temperature of 300°C, it is processed into a bar at high speed, and the extrusion exit The speed is 24m / min, and the extrusion ratio is 20;
[0043] 2) The surface of the extruded material is smooth without any surface cracks, see figure 1 ; The texture of the extruded material is a weak non-basal texture, and the non-basal texture components are between the orientations of and , and the maximum extreme density value is 2.2, See figure 2 ; Elongation at room temperature of extrusion material is 32.9%, see Table 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More