

Coiling method for stainless steel dual-phase steel
A technology of dual-phase steel and stainless steel, applied in the direction of temperature control, etc., can solve the problem of not being raised, and achieve the effect of preventing brittle fracture
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0042] The present embodiment provides a kind of coiling method of 2205 steel types, and it comprises the following steps:
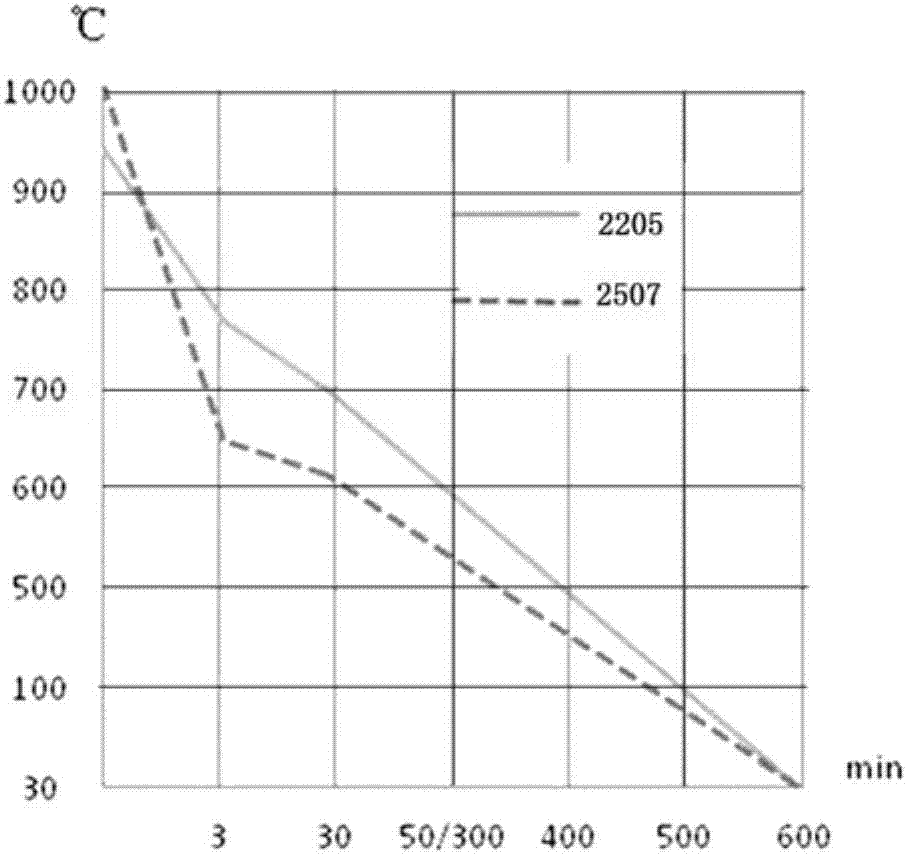
[0043] Set the furnace temperature of the coil furnace of the finishing mill to 1000-1050°C, and control the final rolling temperature of 2205 steel to >1000°C;
[0044] Place the rough-rolled 2205 strip in the coil furnace of the finishing mill for finish rolling to obtain 3.0mm-10mm thick finish-rolled 2205 strip;
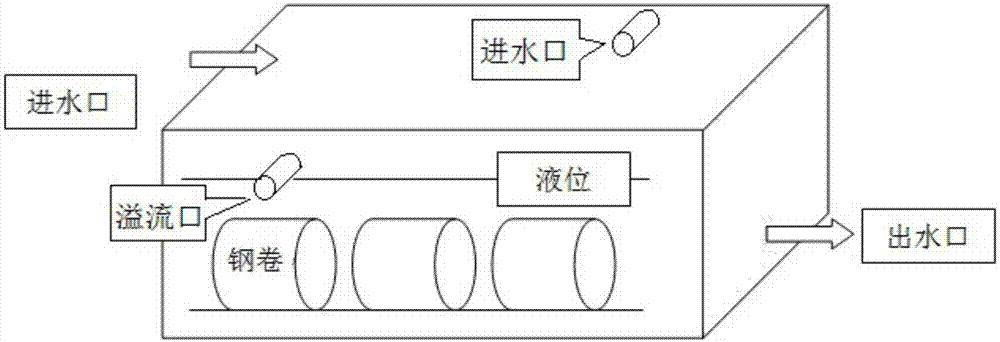
[0045] Laminar cooling is carried out on the 2205 steel strip after the above finish rolling, and the cooling water flow rate is preset according to the final rolling temperature, thickness and forward speed of the 2205 steel type, and the surface temperature of the 2205 steel strip is detected in real time by the temperature detection device , feed back the detected real-time temperature to the cooling water flow control device, adjust the dynamic switch of the laminar cooling water nozzle (header) to control the cooling water flow, make t...
Embodiment 2
[0051] Present embodiment provides a kind of coiling method of 2507 steel grades, and it comprises the following steps:
[0052] Set the furnace temperature of the coil furnace of the finishing mill to 1010-1050°C, and control the final rolling temperature of 2507 steel to >1020°C;
[0053] Place the 2507 steel strip after the rough rolling in the coil furnace of the finishing mill and carry out the finishing rolling to obtain the 2507 steel strip after the finishing rolling with a thickness of 5.0m-8.0mm;
[0054] Laminar cooling is carried out on the 2507 steel strip after the above finish rolling, and the cooling water flow rate is preset according to the final rolling temperature, thickness and forward speed of the 2507 steel type, and the surface temperature of the 2507 steel strip is detected in real time by the temperature detection device , feed back the detected real-time temperature to the cooling water flow control device, adjust the dynamic switch of the laminar co...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More