

A kind of ultra-pure ferritic stainless steel with tin-copper synergistic effect and preparation method thereof
A synergistic, ultra-pure iron technology, applied in the field of stainless steel, can solve the problems of many types of added elements, difficult to guarantee the yield, and limited application range, etc., to achieve the effects of enhancing competitiveness, optimizing process production, and expanding the scope of use
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0051] Preparation of tin-copper ultra-pure ferritic stainless steel:
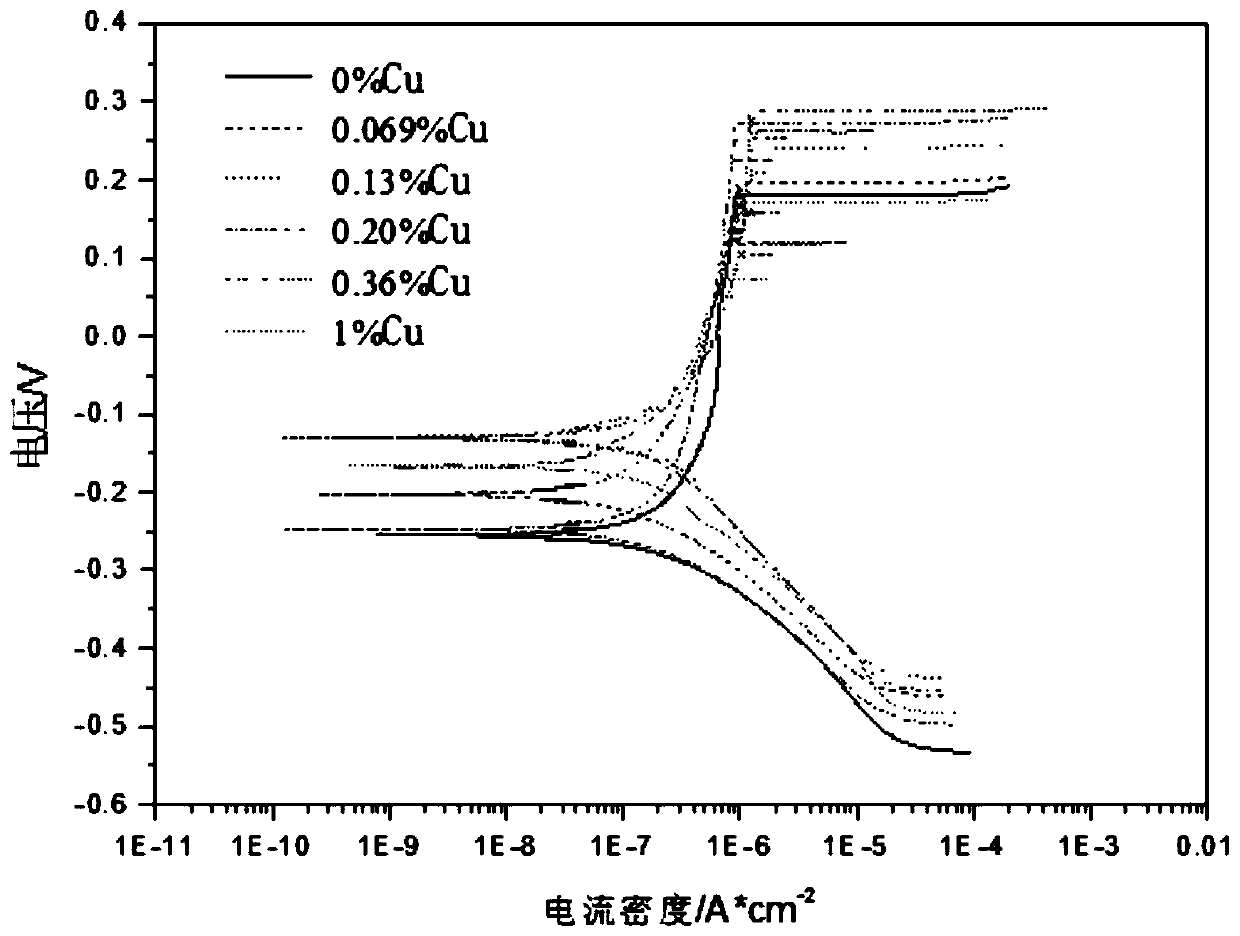
[0052] (1) Smelt and cast the slab according to the set composition, wherein the mass percentage of each component is Cu: 0.069%, Sn: 0.096%, Cr: 17.84%, C: 0.004%, Si: 0.25%, Mn: 0.32%, P: 0.0048%, S: 0.0048%, N: 0.0028%, and the rest are iron and unavoidable impurities.
[0053] (2) After cooling the slab to room temperature, reheat it to 1100°C, keep it warm for 2 hours, and use a 450mm hot rolling mill testing machine for rolling. The initial rolling temperature is 1100°C, and the final rolling temperature is 850°C. Single rolling The deformation is controlled at 25%, and the thickness of the final rolled plate after 7 passes of rolling is 3mm.
[0054] (3) The hot-rolled steel plate is subjected to the quenching + tempering heat treatment process, the quenching temperature is 1100 ° C, the holding time is 5 minutes, water cooling; the tempering temperature is 800 ° C, the holding time is 5 minutes, a...
Embodiment 2
[0056] Preparation of tin-copper ultra-pure ferritic stainless steel:
[0057] (1) Smelt and cast the slab according to the set composition, wherein the mass percentage of each component is Cu: 0.13%, Sn: 0.096%, Cr: 17.40%, C: 0.004%, Si: 0.29%, Mn: 0.32%, P: 0.0049%, S: 0.004%, N: 0.0025%, and the rest are iron and unavoidable impurities.
[0058] (2) After cooling the slab to room temperature, reheat it to 1110°C, keep it warm for 1.5h, and use a 450mm hot-rolling unit testing machine for rolling. The initial rolling temperature is 1050°C, and the final rolling temperature is 850°C. The rolling deformation is controlled at 25%, and the thickness of the finally rolled plate is 3 mm after 7 passes of rolling.
[0059] (3) The hot-rolled steel plate is subjected to quenching + tempering heat treatment process, the quenching temperature is 1095 ° C, the holding time is 8 minutes, water cooling; the tempering temperature is 795 ° C, the holding time is 10 minutes, and air cooli...
Embodiment 3
[0061] (1) Smelt and cast the slab according to the set composition, wherein the mass percentage of each component is Cu: 0.20%, Sn: 0.10%, Cr: 17.34%, C: 0.005%, Si: 0.25%, Mn: 0.31%, P: 0.0042%, S: 0.0045%, N: 0.002%, and the rest are iron and unavoidable impurities.
[0062] (2) After cooling the slab to room temperature, reheat it to 1090°C, keep it warm for 2 hours, and use a 450mm hot-rolling unit testing machine for rolling. The deformation of the rolling process is controlled at 20%, and the thickness of the final rolled plate after 7 passes of rolling is 3mm.
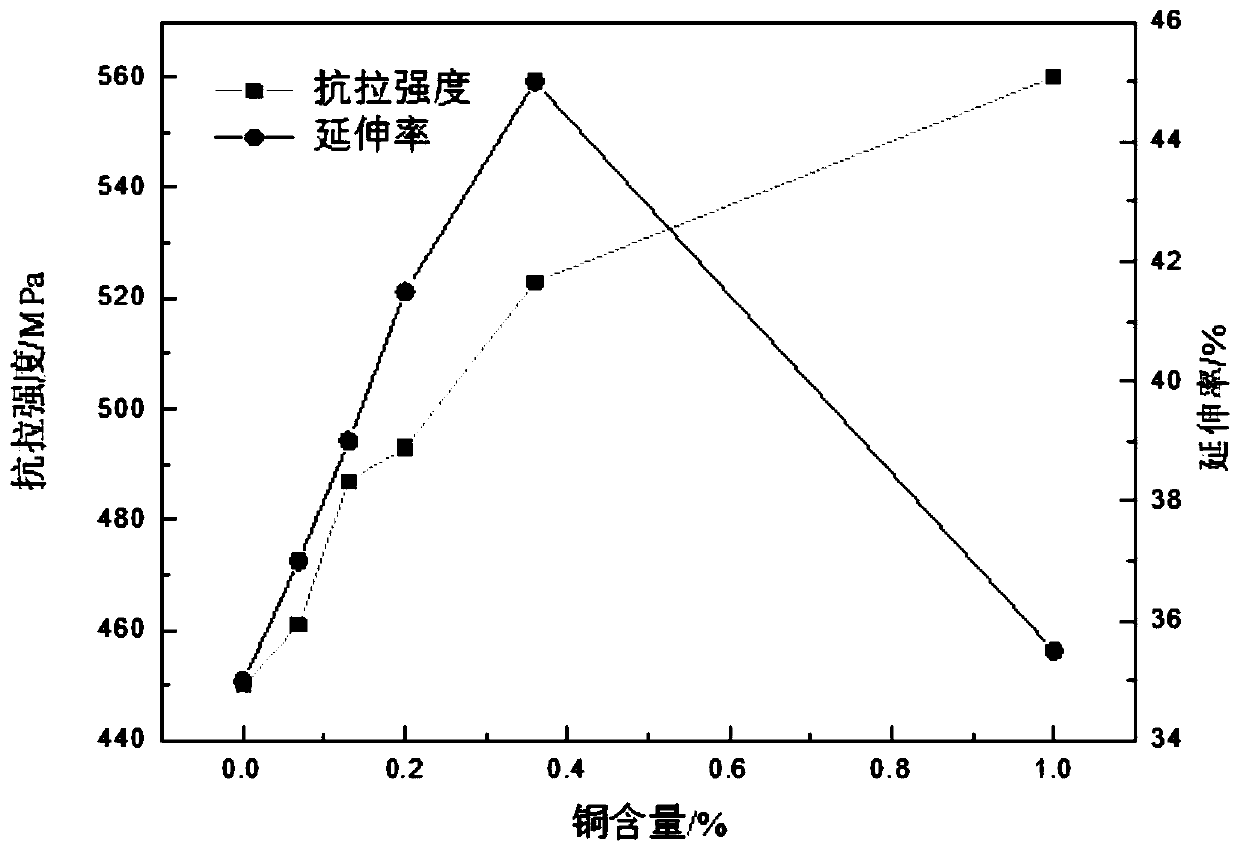
[0063] (3) The hot-rolled steel plate is subjected to quenching + tempering heat treatment process (quenching temperature 1110°C, holding time 5min, water cooling; tempering temperature 805°C, holding time 7min, air cooling) to obtain tin-copper alloyed ultra-pure iron Element stainless steel; tensile strength 493MPa, pitting potential 273.2mV, elongation after fracture 41.5%.
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More