

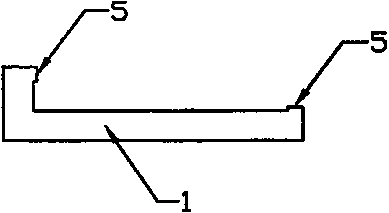
Welding method for L-shaped aluminium alloy section bar stirring friction welding
An aluminum alloy profile, friction stir welding technology, applied in welding equipment, non-electric welding equipment, metal processing equipment and other directions, can solve the problems of special shape, uneven thickness of the profile, etc., to enhance plastic flow, improve heat shortage, achieve high The effect of quality welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
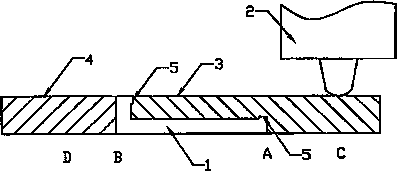
[0023] The schematic diagram of the reverse side welding work of the present invention is as figure 2 As shown, the short side of the L-shaped aluminum alloy profile 1 faces upwards, and the auxiliary block A3 is an aluminum alloy block whose shape matches the inner shape of the L-shaped aluminum alloy profile. Assembled above the inner side of the L-shaped aluminum alloy profile, on the outside of the short side of the L-shaped aluminum alloy profile 1, the auxiliary pad B4 is assembled, and the auxiliary pad A3 and two butt-connected L-shaped aluminum alloy profiles 1 ( figure 2 Only the cross-section of the first L-shaped profile 1 can be seen, and the cross-section of the second L-shaped profile 1 is covered by the cross-section of the first L-shaped profile 1 . ) and the auxiliary block B4 are laterally clamped on the welding workbench by the tooling to form a rectangular cross-sectional structure.
[0024] The length of the stirring head 2 installed on the friction st...
Embodiment 2
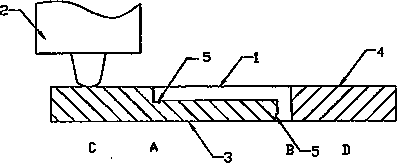
[0029] The working diagram of the front welding of the second embodiment of the present invention is as follows: image 3 As shown, the short side of the L-shaped aluminum alloy profile 1 is downward, the auxiliary pad A3 is assembled under the inner side of the L-shaped aluminum alloy profile 1, and the auxiliary pad B4 is assembled on the outside of the short side of the L-shaped aluminum alloy profile 1. The auxiliary block A3, two butted L-shaped aluminum alloy profiles 1 ( image 3 Only the cross-section of the first L-shaped aluminum alloy profile 1 can be seen, the cross-section of the second L-shaped aluminum alloy profile 1 is covered by the cross-section of the first L-shaped aluminum alloy profile 1) and the auxiliary block B4 , clamped horizontally on the welding workbench by the tooling to form a rectangular cross-sectional structure.
[0030] When welding the front side, the stirring head 2 starts to rotate from point A and inserts the auxiliary pad A3, and then...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More