

A Control Method of Penetration Shape and Penetration Depth of Asymmetric Fillet Weld
A control method and fillet weld technology, applied in the direction of manufacturing tools, welding equipment, arc welding equipment, etc., to achieve the effect of avoiding unfused defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0054] Further describe the present invention below in conjunction with embodiment and accompanying drawing thereof:
[0055] like Figure 1 to Figure 12 as shown,
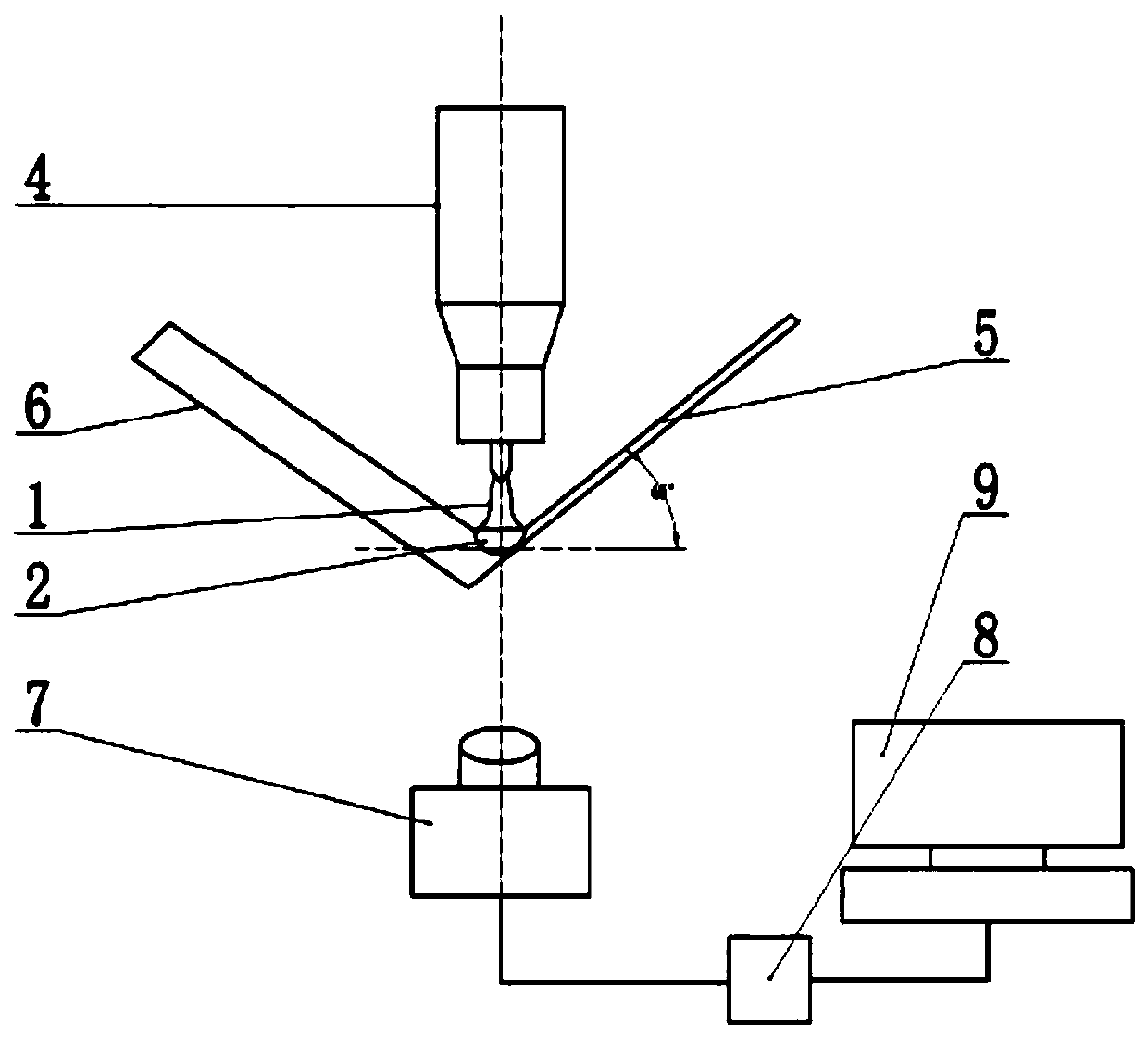
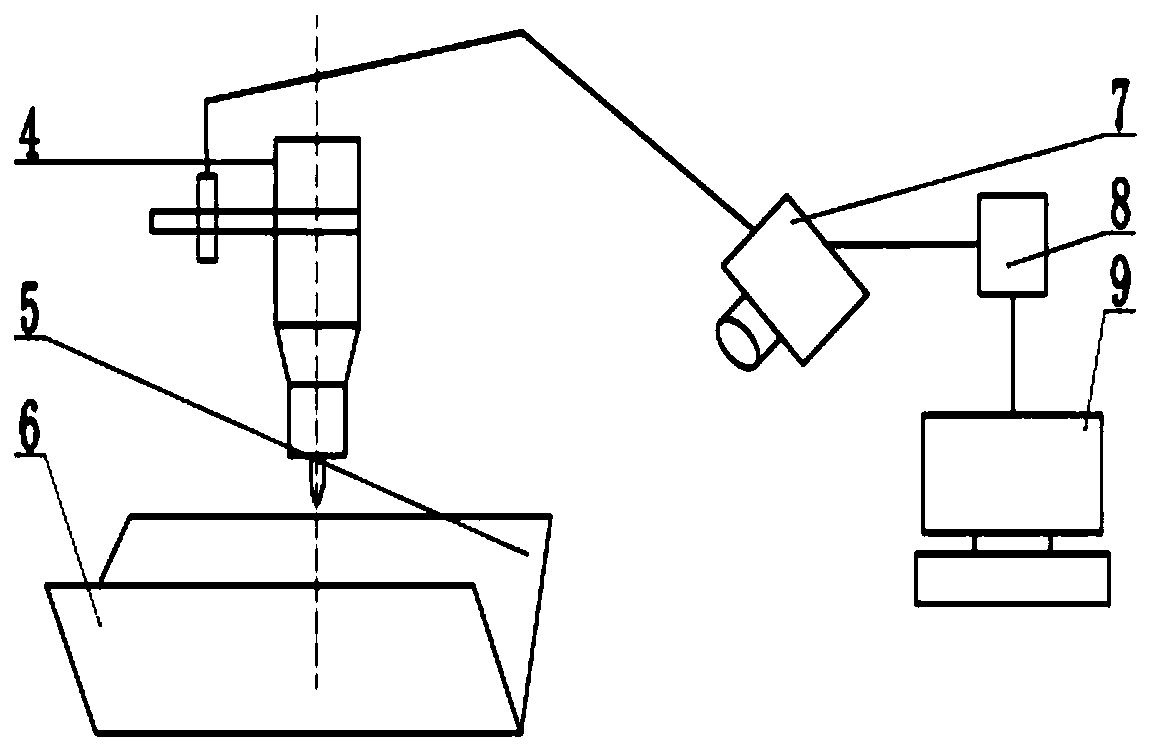
[0056] Visual sensing system: It consists of XVC-G CCD camera produced by Canada Xiris, image acquisition card and narrow-band filter with a center wavelength of 650mm. The captured images are directly transferred to the computer via the power injector. The collected images are processed with matlab.
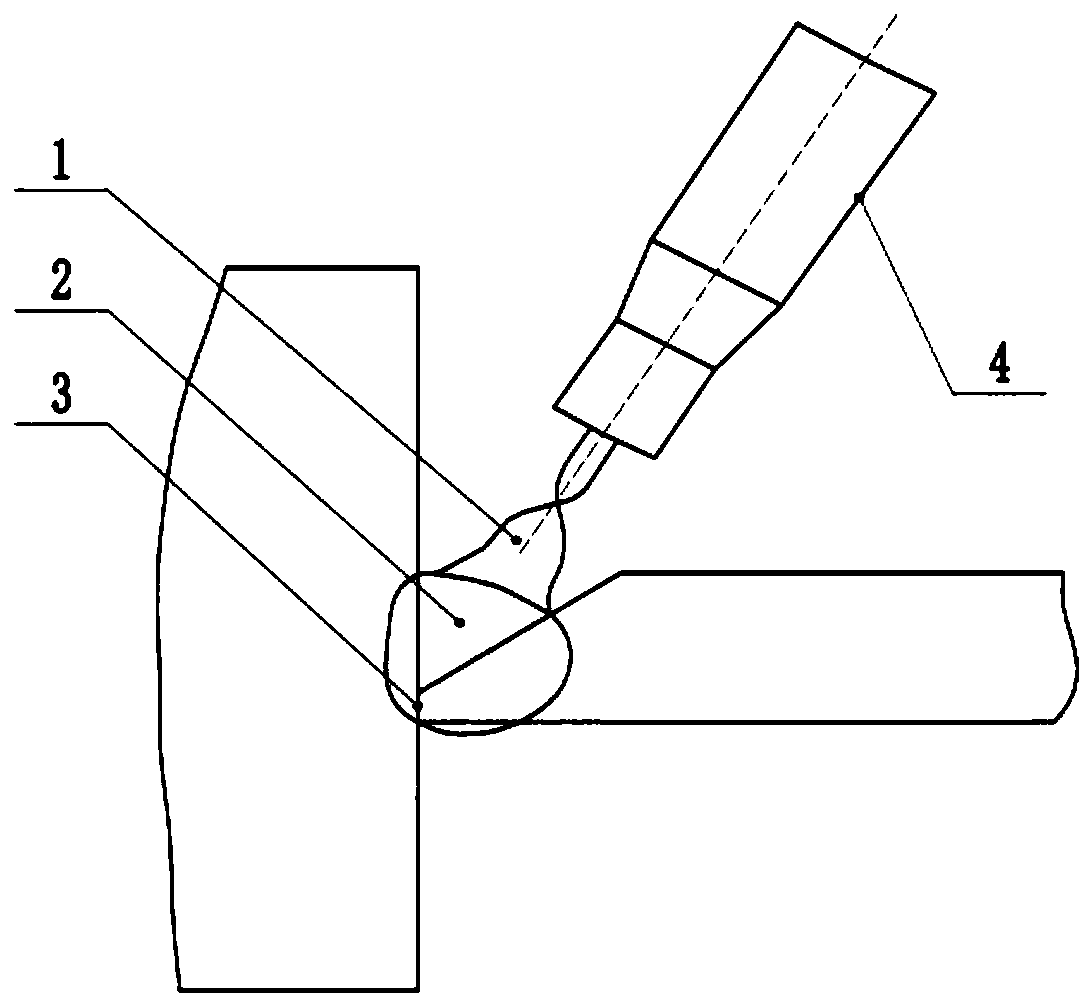
[0057] Test conditions: Times TDW4000 pulsed TIG welding machine was used in the asymmetric fillet weld welding test, the welding method was wire-filled TIG welding and the power frequency was 2Hz, the test material was Q235, the welding speed was 3mm / s, and the shielding gas was Ar; The size of the grooved plate is 170mm×50mm×6mm, and the size of the grooved plate is 170mm×50mm×6mm (60° groove, 2mm blunt edge); the angle β of the welding torch is set as the actual angle between the welding torch and one side of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| wavelength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More