

Clamping and machining method for turning of thin-wall weak-rigidity part
A weak rigidity, turning technology, applied in the field of mechanical processing technology, can solve problems such as easy deformation, poor rigidity of wall thickness, inner and outer circle dimensions, coaxiality requirements cannot be guaranteed, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0021] The present invention will be described in further detail below in conjunction with the accompanying drawings.
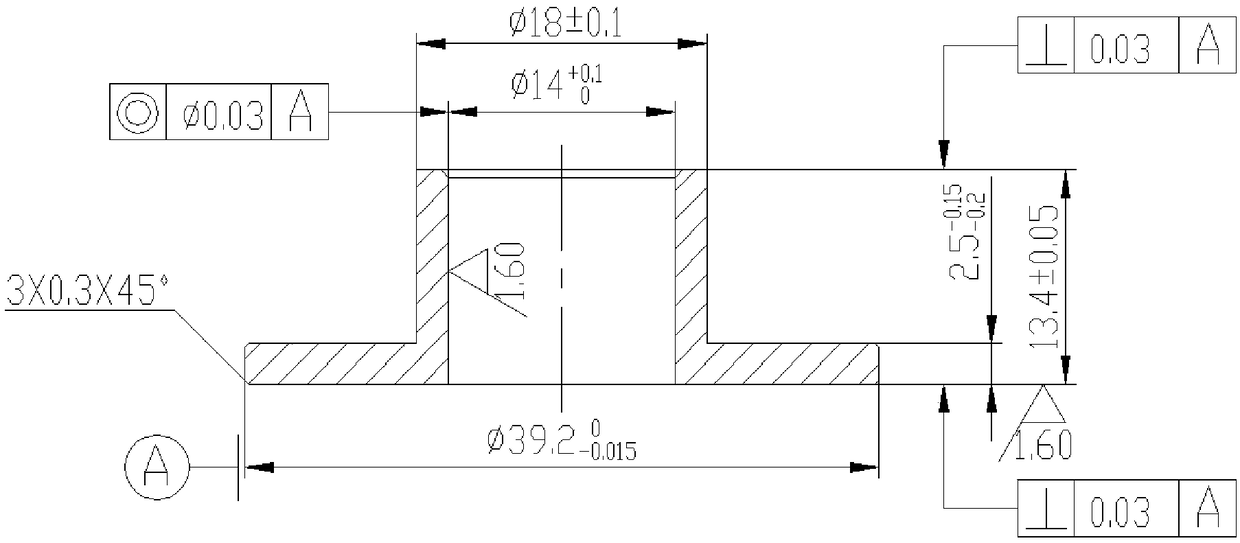
[0022] A lathing clamping and processing method of thin-walled and weakly rigid parts of the present invention includes the following content: clamping the parts with a tooling.
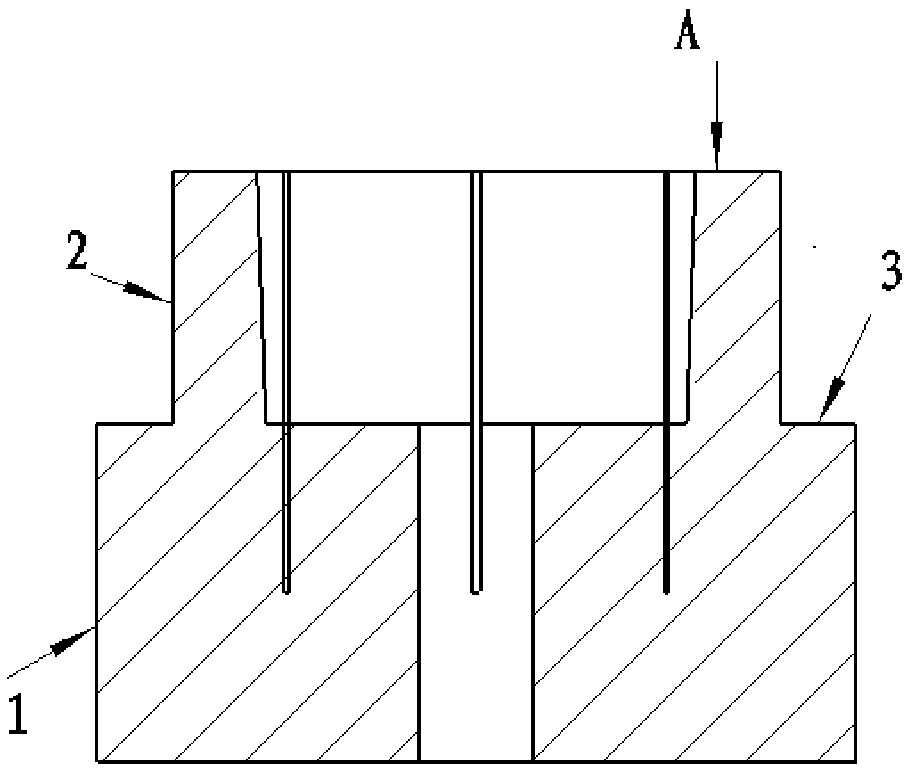
[0023] Tooling comprises tire expansion 4, expansion bolt 5.
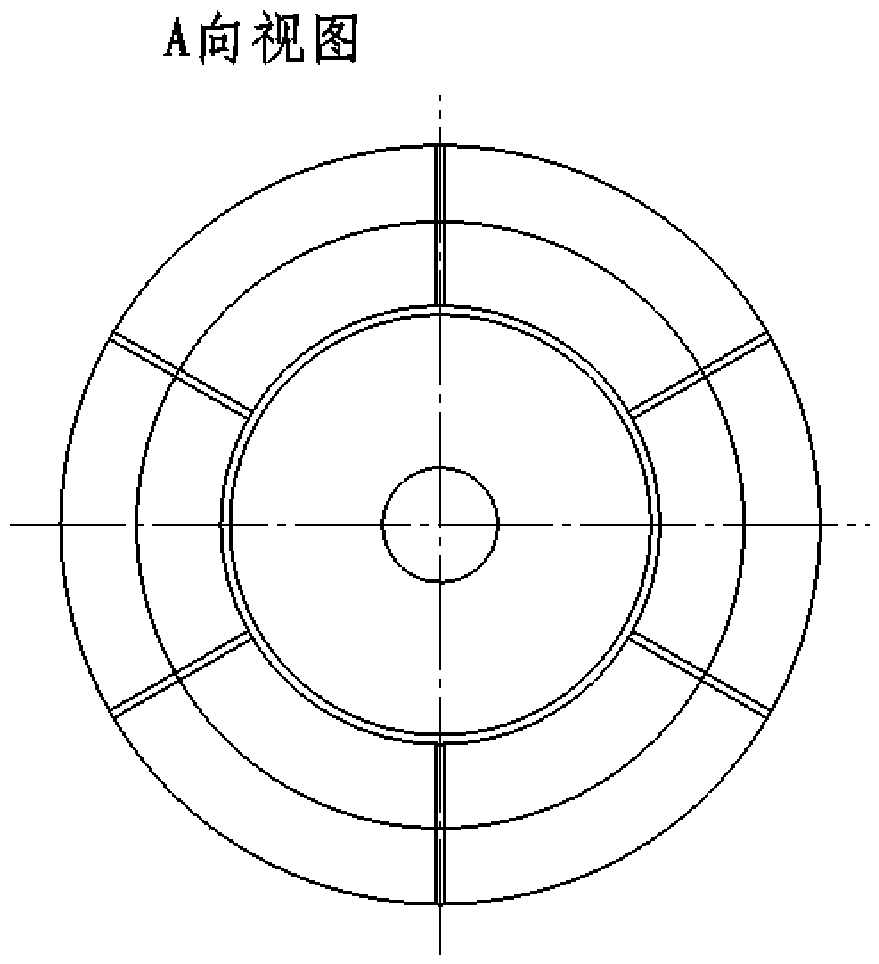
[0024] The upper part of the tire inside has a tapered hole as a blind hole, and the center of the tapered hole has a threaded through hole; the upper side of the tire is cut and processed with 6 radial grooves with a width of 0.5 units, located at 6 symmetrical places on the circumference, and the expansion bolts 2 It includes an end face, a nut and a threaded segment from top to bottom; the outside of the nut is a circular table (conical arc surface), which is the same size as the tapered hole inside the bulging tire. When the expansion nut is screwed into the tapered hole inside the tire expansion, as the outer surfa...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More