

Mould for one-step molding steel ball in center position, and injection molding method
A center position, steel ball technology, applied in the field of built-in steel ball injection molding, can solve the problems of rough bonding, bonding marks at the upper and lower sphere bonding, low injection qualification rate, etc., to achieve good product quality, simple mechanism and action, and production. Efficient effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention will be further described in detail below in conjunction with the embodiments and the accompanying drawings, but the embodiments of the present invention are not limited thereto.
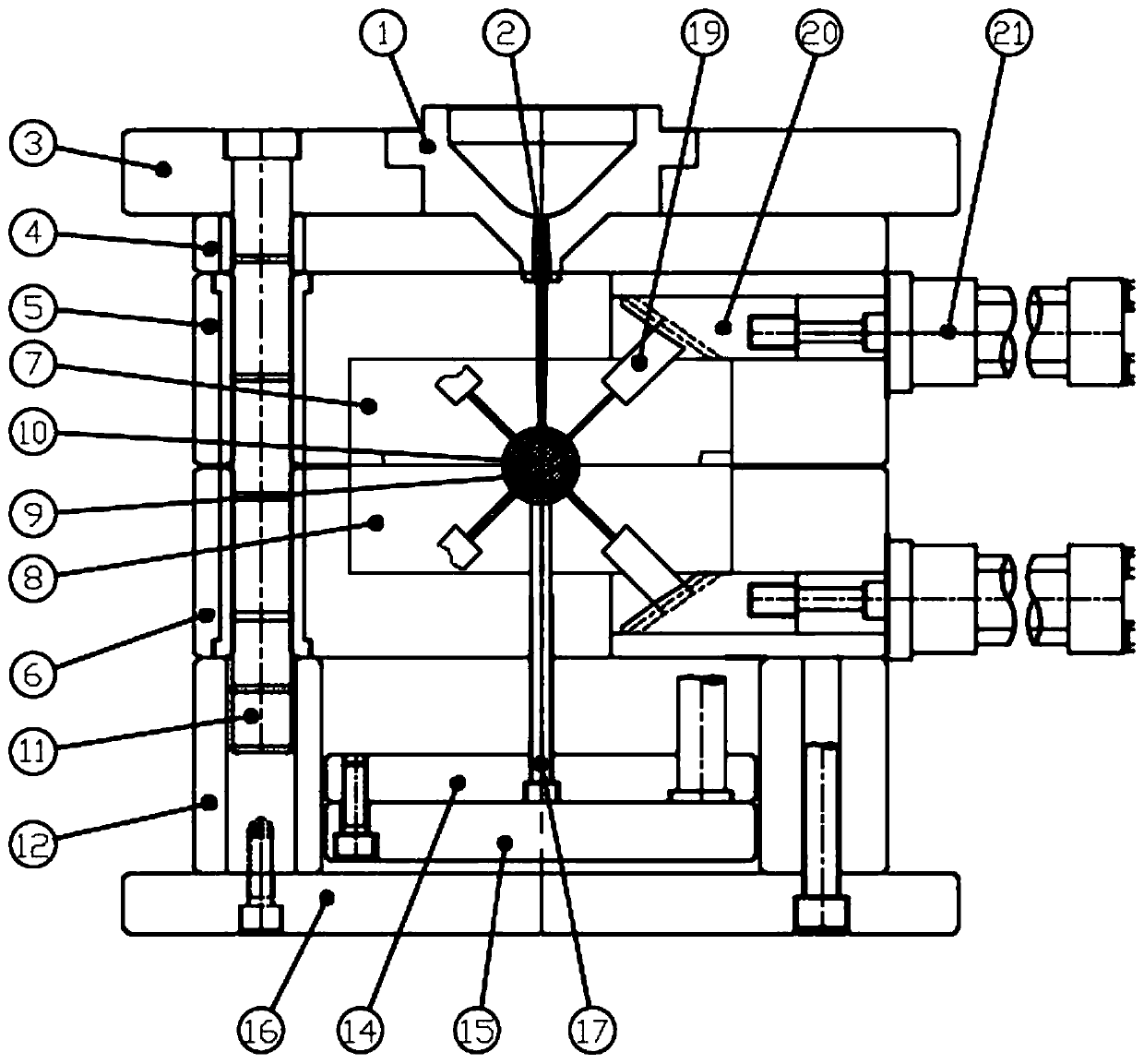
[0027] Such as figure 1 As shown, a mold for one-time molding of steel balls at the central position includes: an oil cylinder, a positioning insert, a positioning needle, a front mold panel 3, a rear mold bottom plate 16, a nozzle plate 4 and an injection mold group, and the injection mold The group includes: A plate 5, B plate 6, front mold core 7 and rear mold core 8, the middle part of the lower surface of A plate 5 has a first groove and the front mold core 7 is fixedly installed in the first groove, and B plate 6. There is a second groove in the middle of the upper surface and a rear mold core 8 is fixedly installed in the second groove. The lower surface of the front mold core 7 is provided with a first semicircular groove, and the upper surface of the rear mold c...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tackiness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More