

A high-entropy alloy coating resistant to high temperature wear and its preparation process and application
A high-entropy alloy and coating technology, which is applied in the field of high-entropy alloy wear-resistant coating and titanium alloy parts, to achieve the effect of increasing hardness and improving performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
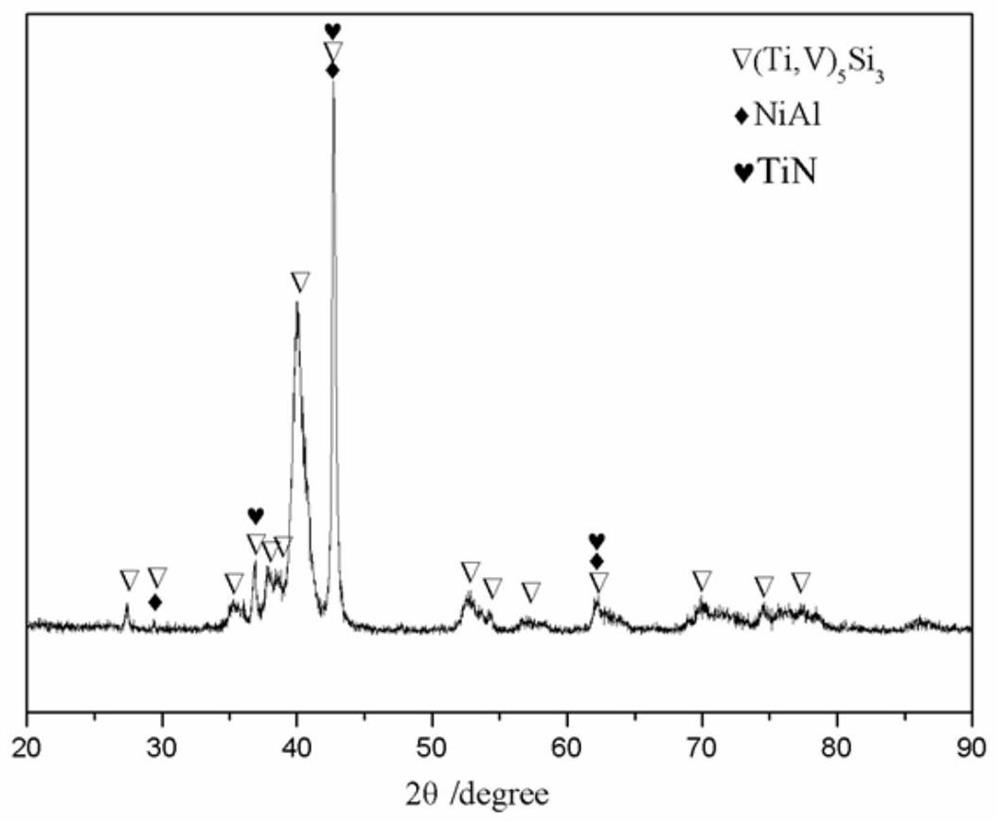
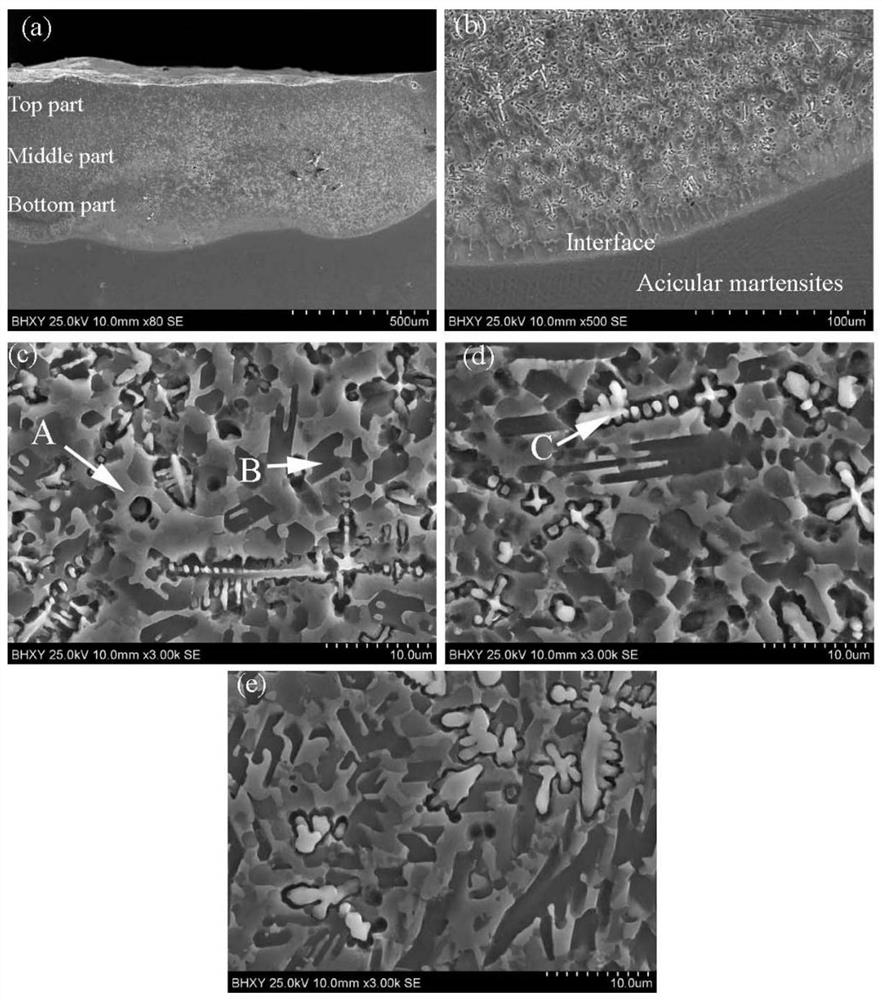
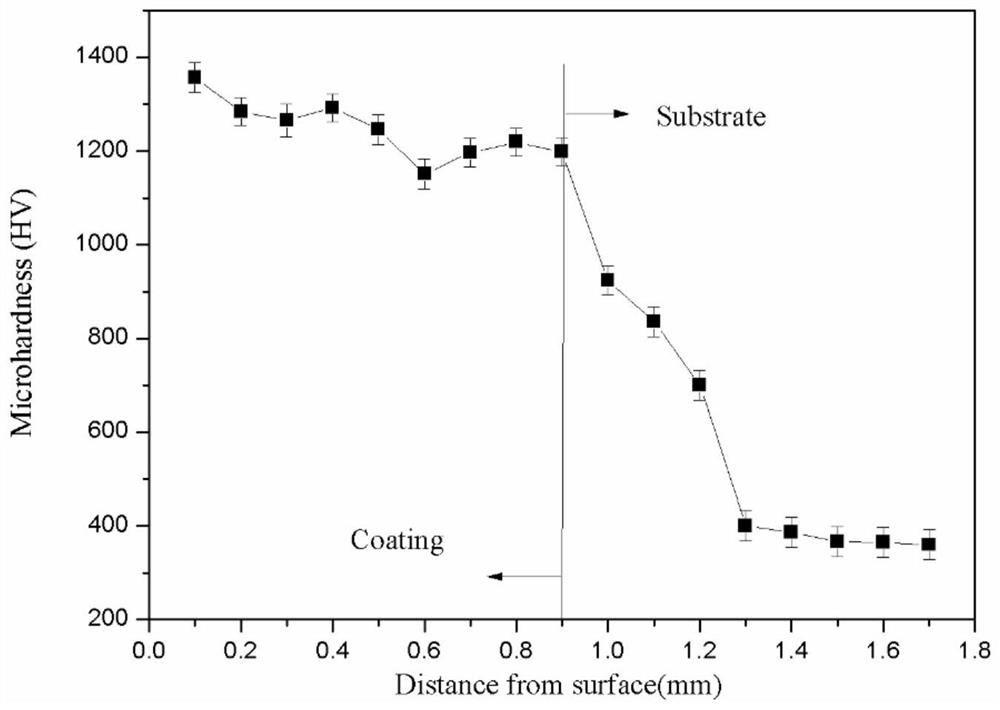
[0054] A multi-principal element high-entropy alloy coating, the composition of which is a mixed powder of 22% Ti, 13% Ni, 28% Al, 13% Si and 24% V (hereinafter referred to as: TiAlNiSiV), prepared by laser cladding technology , the specific steps are as follows:
[0055] (1) Cut the titanium plate to the required size by wire electric discharge cutting, then polish, clean and dry it for use;
[0056] (2) weigh the metal powder according to a certain molar ratio, and use a vortex powder mixer to mix the powder evenly;
[0057] (3) Evenly spread the mixed powder of the cladding material on the surface of the titanium alloy substrate, the thickness is controlled at 0.6-1 mm, and the thickness is kept uniform;
[0058] (4) For the laser cladding of the mixed powder on the surface of the titanium alloy, the laser power is selected as 2kW, the scanning speed of the laser is 300mm / min, the argon gas is blown for protection, the gas flow rate is 10-15L / min, and the laser spot diamet...
Embodiment 2
[0062] A multi-principal element high-entropy alloy coating, whose composition is 22% Ti, 13% Ni, 28% Al, 13% Si and 24% V, is prepared by laser cladding technology, and the specific steps are as follows:
[0063] (1) Cut the titanium plate to the required size by wire electric discharge cutting, then polish, clean and dry it for use;
[0064] (2) Weigh the metal powder and B according to a certain molar ratio 4 C powder mixing, its ratio is 95% (TiNiAlSiV) + 5% B 4 C and use a vortex mixer to mix the powder evenly;
[0065] (3) Evenly spread the mixed powder of the cladding material on the surface of the titanium alloy substrate, the thickness is controlled at 0.6-1 mm, and the thickness is kept uniform;
[0066] (4) For the laser cladding of the mixed powder on the surface of the titanium alloy, the laser power is selected as 1kW, the scanning speed of the laser is 300mm / min, the argon gas is blown for protection, the gas flow rate is 10-15L / min, and the laser spot diamete...
Embodiment 3
[0070] A multi-principal high-entropy alloy coating whose composition is metal powder Ti, Ni, Al, Si and V, and the ceramic phase is B 4 The mixed powder of C is prepared by laser cladding technology, and the specific steps are as follows:
[0071] (1) Cut the titanium plate to the required size by wire electric discharge cutting, then polish, clean and dry it for use;
[0072] (2) Weigh the metal powder and B according to a certain molar ratio 4 C powder mixing, and use a vortex mixer to mix the powder evenly;
[0073] (3) Evenly spread the mixed powder of the cladding material on the surface of the titanium alloy substrate, the thickness is controlled at 0.6-1 mm, and the thickness is kept uniform;
[0074] (4) For the laser cladding of the mixed powder on the surface of the titanium alloy, the laser power is selected as 2kW, the scanning speed of the laser is 300mm / min, the argon gas is blown for protection, the gas flow rate is 10-15L / min, and the laser spot diameter is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
| microhardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More